
- Home Page
- Company Profile
-
Our Products
- Industrial Centrifuge
-
Vacuum Pump
- Lab Filtration Diaphragm Vacuum Pump
- Double Stage Water Ring Vacuum Pump
- 15 LPM Medical Diaphragm Pump
- Laboratory Vacuum Pumps
- Lab Filtration Diaphragm Vacuum Pump SD-15-DS
- Oil seal vacuum pump
- Water Ring Vacuum Pump
- Ointment Degassing Vacuum Pump
- Oil Seal High Vacuum Pump
- Sterilizer Vacuum Pump
- Air Sampling Diaphragm Pump
- Repair Pneumatic Conveying 0.1Torr Pilot Low Maintenance Vacuum Pump
- New Petrochemical 1Torr Pilot Electrical Vacuum System
- WCPL Drying SGI Pilot Low Maintenance Vacuum Booster
- Service Vegetable Processing 0.001Torr Twin Lobe Low Maintenance Vacuum System
- Service Vapor Recovery Water Cooled Two Stage Automatic Booster System
- New Pharmaceutical 0.1Torr Three Stage High Performance Booster Pump
- Service Beverage SGI Industrial Low Maintenance Booster Pump
- WHRILER Drying Water Cooled Two Stage Electrical Vacuum System
- New Plastic Resin Water Cooled Twin Lobe Automatic Vacuum Booster
- Repair Chemical SGI Three Lobe Efficient Vacuum Booster
- PARAG Pneumatic Conveying 0.01Torr Industrial Lightweight Booster Pump
- New Vacuum Packaging SGI Two Stage Lightweight Booster System
- New Vacuum Packaging SGI Two Stage Lightweight Booster System
- Novel Pneumatic Conveying SS Three Lobe Mechanical Vacuum Boster System
- New Pneumatic Conveying PSS Pilot Economic Vacuum Booster
- Repair Deodorization 0.001Torr Three Stage Compact Vacuum Pump
- New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System
- Service Pharmaceutical SS Twin Lobe Low Maintenance Vacuum Booster
- WCPL Oil SGI Three Stage Electrical Vacuum Boster System
- Novel Extraction 1Torr Twin Lobe Lightweight Vacuum Booster
- Repair Refinery 0.1Torr Three Stage High Performance Vacuum Pump
- WHRILER Cosmetic 0.1Torr Twin Lobe Automatic Vacuum Booster
- PARAG Power Plant SGI Industrial Low Maintenance Vacuum Pump
- WCPL Drying 1Torr Three Stage High Performance Vacuum System
- Repair Pharmaceutical Air Cooled Three Stage Mechanical Booster System
- WHRILER Vapor Recovery SS Industrial Mechanical Vacuum Pump
- WHRILER Cosmetic 0.1Torr Industrial Lightweight Booster System
- WCPL Petrochemical Water Cooled Three Stage High Performance Booster System
- WCPL Plastic Resin SS Three Stage Electrical Vacuum System
- WCPL Plastic Resin SS Three Stage Electrical Vacuum System
- WCPL Dehydration 0.1Torr Industrial Continuous Vacuum System
- Service Vegetable Processing PSS Pilot Pneumatic Vacuum System
- Repair Power Plant SGI Two Stage Automatic Vacuum System
- WHRILER Dairy Processing 0.01Torr Three Stage Automatic Booster System
- Service Pneumatic Conveying Water Cooled Two Stage Low Maintenance Vacuum Pump
- New Dehydration 0.001Torr Three Lobe Economic Booster System
- PARAG Fruit Processing Air Cooled Industrial Low Maintenance Booster System
- New Power Plant 0.001Torr Twin Lobe Compact Vacuum System
- PARAG Distillation PSS Twin Lobe Economic Vacuum System
- WHRILER Pneumatic Conveying PSS Three Stage High Performance Booster System
- WHRILER Pneumatic Conveying PSS Three Stage High Performance Booster System
- Repair Petrochemical SGI Two Stage Continuous Vacuum System
- WHRILER Evaporation 0.1Torr Two Stage Automatic Vacuum Booster System
- Service Meat Processing 0.01Torr Three Stage Lightweight Vacuum Boster System
- WCPL Vacuum Sizing SGI Two Stage Economic Vacuum System
- WHRILER Extruder Degassing 0.01Torr Industrial Compact Vacuum Booster
- Novel Petrochemical SS Industrial Electrical Vacuum System
- Novel Solvent Recovery SGI Twin Lobe Automatic Vacuum System
- Novel Drying 0.001Torr Pilot Compact Vacuum System
- WCPL Freeze Drying 1Torr Two Stage Low Maintenance Vacuum Boster System
- WCPL Pneumatic Conveying 0.01Torr Three Stage Pneumatic Vacuum System
- WHRILER Plastic Resin Air Cooled Twin Lobe Economic Vacuum Booster
- PARAG Vacuum Sizing 0.1Torr Three Stage Efficient Vacuum Booster
- Novel Pharmaceutical Air Cooled Three Lobe Mechanical Booster System
- PARAG Deodorization 1Torr Industrial Compact Vacuum Pump
- Novel Extraction Air Cooled Three Stage Automatic Booster System
- Repair Evaporation 0.1Torr Twin Lobe High Performance Vacuum Boster System
- Novel Evaporation 0.01Torr Three Stage Lightweight Vacuum Booster
- Repair Wire Coating Air Cooled Pilot Compact Booster System
- Service Power Plant 0.1Torr Two Stage Mechanical Vacuum Boster System
- Service Wire Coating Air Cooled Industrial Economic Vacuum System
- Novel Vegetable Processing Air Cooled Industrial High Performance Booster Pump
- WHRILER Power Plant Water Cooled Twin Lobe Compact Vacuum Boster System
- Repair Oil Water Cooled Industrial Mechanical Booster System
- Service Gas Filling SS Three Lobe Economic Booster System
- WHRILER Dehydration 0.001Torr Two Stage Efficient Vacuum System
- Repair Extraction Air Cooled Pilot Economic Booster System
- WCPL Petrochemical 0.01Torr Three Lobe Electrical Vacuum Boster System
- Service Power Plant 0.001Torr Two Stage Low Maintenance Vacuum Booster
- New Dairy Processing 0.01Torr Three Stage Mechanical Vacuum Boster System
- PARAG Dairy Processing 0.001Torr Twin Lobe Continuous Booster System
- WHRILER Meat Processing 0.1Torr Two Stage Economic Vacuum Pump
-
Laundry Equipment
- Front Loading Machine
- Manual Iron Table
- Flat Bed Press Laundry
- Washing Machine
- Hospitals Laundry Washing Machine
- MTO Dry Cleaning Machines
- Flat Work Ironer
- Hydro Extractor
- Plastic Bucket Trolley
- SS Trolleys
- Front Loading Industrial Washing Machine
- Front Loading Washer Extractor
- Trolley With 3 Shelves for Linen
- Steam Boilers
- Park Dry Cleaning Machines
- Linen Trolley
- Direct Drive Hydro Extractor
-
Decanter Centrifuges
- Clarification Decanter
- STP Plant Decanter Centrifuge
- ETP Decanter Centrifuge
- Oil Residual Decanter Centrifuge
- Lactose Recovery Decanter Centrifuge
- De Watering Decanter
- Algae Decanter Centrifuge
- Tallow Decanter Centrifuge
- Waste Water Decanter
- 45D Marigold Resin Decanter Centrifuge
- Soya Milk Decanter Centrifuge
- WHIRLER Effluent Hastelloy Continuous Dehydrating Sludge Decanter Centrifuge
- WHIRLER Effluent Hastelloy Continuous Dehydrating Sludge Decanter Centrifuge
- WHIRLER Effluent Hastelloy Continuous Dehydrating Sludge Decanter Centrifuge
- Repair ETP SS316 Automatic Drying Decanter Belt Press
- Novel Sewage SS304 Continuous Dewatering Sludge Decanter Centrifuge
- WCPL Effluent Duplex Self Cleaning Drying Sludge Centrifuge
- WCPL Effluent Duplex Self Cleaning Drying Sludge Centrifuge
- New ETP Duplex Automatic Dehydrating Decanter Centrifuge Press
- WHIRLER STP Hastelloy Self Cleaning Drying Sludge Centrifuge
- Service Sewage SS304 Self Cleaning Drying Decanter Centrifuge
- Repair STP SS304 Industrial Drying Sludge Centrifuge
- WCPL Effluent SS304 Self Cleaning Dewatering Sludge Centrifuge
- Trial Sewage SS304 Self Cleaning Draining Sludge Centrifuge
- WCPL Effluent SS316 Industrial Dewatering Sludge Centrifuge
- Repair CETP Hastelloy Continuous Drying Decanter Centrifuge
- Service STP Hastelloy Continuous Draining Decanter Centrifuge
- Install STP SS304 Automatic Draining Sludge Decanter
- Service Sewage SS316 Industrial Dehydrating Decanter Belt Press
- Repair CETP Hastelloy Industrial Drying Decanter Belt Press
- WCPL ETP Hastelloy Automatic Dewatering Decanter Belt Press
- Install STP Duplex Automatic Draining Sludge Decanter
- New Sewage Hastelloy Automatic Draining Decanter Centrifuge
- Install STP SS304 Continuous Dehydrating Decanter Centrifuge
- Novel STP SS304 Self Cleaning Draining Decanter Centrifuge
- Install CETP SS304 Self Cleaning Dewatering Decanter Centrifuge
- WCPL ETP SS316 Continuous Dewatering Sludge Decanter
- Novel STP Hastelloy Industrial Dewatering Sludge Decanter Centrifuge
- New STP Hastelloy Automatic Draining Decanter Centrifuge Press
- Service Sewage Hastelloy Self Cleaning Dehydrating Sludge Decanter Centrifuge
- WHIRLER STP Duplex Industrial Drying Decanter Centrifuge Press
- Service ETP Duplex Industrial Drying Sludge Decanter
- Repair STP SS316 Industrial Drying Decanter Centrifuge
- WHIRLER CETP SS304 Industrial Dewatering Sludge Decanter Centrifuge
- WHIRLER STP Hastelloy Industrial Dewatering Sludge Decanter Centrifuge
- WHIRLER Effluent SS304 Industrial Draining Sludge Decanter Centrifuge
- Repair Sewage SS316 Automatic Draining Sludge Decanter Centrifuge
- Install CETP Hastelloy Self Cleaning Draining Decanter Centrifuge Press
- Service CETP SS316 Self Cleaning Drying Sludge Centrifuge
- Trial ETP Hastelloy Automatic Dewatering Sludge Decanter Centrifuge
- Trial Sewage Duplex Automatic Drying Sludge Decanter Centrifuge
- WHIRLER STP Duplex Self Cleaning Dehydrating Decanter Centrifuge
- New ETP SS304 Self Cleaning Draining Sludge Decanter
- WCPL CETP Hastelloy Industrial Draining Sludge Decanter Centrifuge
- Repair STP Hastelloy Industrial Drying Decanter Belt Press
- Repair ETP Hastelloy Continuous Drying Decanter Centrifuge
- Install STP Duplex Automatic Draining Decanter Centrifuge
- Trial Sewage SS316 Automatic Draining Sludge Decanter Centrifuge
- Install ETP Hastelloy Continuous Dehydrating Decanter Belt Press
- WCPL STP Hastelloy Industrial Dehydrating Decanter Centrifuge
- WHIRLER Sewage SS304 Self Cleaning Dewatering Decanter Centrifuge
- Novel Sewage Hastelloy Industrial Dehydrating Decanter Centrifuge Press
- Novel ETP Duplex Continuous Drying Sludge Decanter Centrifuge
- Novel ETP Duplex Continuous Drying Sludge Decanter Centrifuge
- Repair CETP Hastelloy Industrial Dehydrating Sludge Centrifuge
- WHIRLER ETP Duplex Automatic Dehydrating Sludge Decanter
- WHIRLER STP Hastelloy Self Cleaning Dewatering Decanter Centrifuge
- Install CETP SS316 Automatic Draining Sludge Decanter Centrifuge
- Novel ETP SS304 Continuous Drying Decanter Centrifuge Press
- WCPL Sewage SS316 Automatic Draining Sludge Decanter Centrifuge
- Repair Sewage SS304 Industrial Dehydrating Decanter Belt Press
- Repair Effluent SS304 Automatic Drying Sludge Decanter Centrifuge
- Service STP SS304 Automatic Dewatering Sludge Decanter Centrifuge
- Trial STP Hastelloy Automatic Dewatering Decanter Belt Press
- WCPL Effluent SS316 Self Cleaning Draining Sludge Decanter Centrifuge
- Service STP Hastelloy Automatic Drying Decanter Centrifuge
- WCPL ETP Hastelloy Automatic Dewatering Sludge Decanter
- WHIRLER CETP SS316 Automatic Dehydrating Sludge Centrifuge
- Repair STP Duplex Self Cleaning Dehydrating Sludge Decanter
- Service Sewage SS316 Automatic Draining Sludge Decanter Centrifuge
- WCPL CETP SS316 Self Cleaning Dewatering Sludge Decanter
- Install CETP Duplex Self Cleaning Dehydrating Sludge Decanter
- New Effluent SS304 Continuous Dehydrating Sludge Decanter Centrifuge
- New Sewage Hastelloy Self Cleaning Draining Sludge Decanter Centrifuge
- Service ETP SS304 Continuous Draining Sludge Decanter Centrifuge
- Service CETP Hastelloy Industrial Dewatering Decanter Belt Press
- Novel Effluent Hastelloy Continuous Dehydrating Decanter Centrifuge Press
- Novel CETP SS304 Self Cleaning Draining Sludge Centrifuge
- Novel Effluent SS304 Automatic Dewatering Sludge Decanter Centrifuge
- Service STP SS316 Industrial Drying Decanter Centrifuge Press
- WHIRLER Sewage SS316 Self Cleaning Drying Sludge Centrifuge
- New CETP Hastelloy Automatic Dewatering Decanter Centrifuge Press
- Service ETP SS316 Automatic Drying Sludge Decanter Centrifuge
- Trial Sewage Hastelloy Industrial Drying Decanter Belt Press
- Repair STP Duplex Self Cleaning Dehydrating Sludge Decanter Centrifuge
- Repair ETP Duplex Continuous Drying Sludge Decanter
- New Sewage SS316 Continuous Drying Decanter Centrifuge
- WCPL Sewage Hastelloy Continuous Drying Decanter Centrifuge
- Trial ETP Hastelloy Self Cleaning Dewatering Sludge Decanter
- WHIRLER ETP Duplex Self Cleaning Dewatering Decanter Belt Press
- Service Sewage Duplex Self Cleaning Dewatering Sludge Centrifuge
- Service Sewage Duplex Automatic Draining Decanter Belt Press
- New Effluent SS316 Continuous Drying Decanter Centrifuge Press
- Install Effluent SS316 Self Cleaning Dehydrating Sludge Decanter
- Trial CETP SS304 Continuous Draining Decanter Belt Press
- Repair CETP SS316 Continuous Dehydrating Decanter Belt Press
- Service ETP SS316 Continuous Drying Sludge Decanter Centrifuge
- Service STP SS316 Self Cleaning Dewatering Decanter Belt Press
- Trial ETP SS316 Self Cleaning Draining Decanter Centrifuge Press
- Install STP SS316 Industrial Dehydrating Decanter Centrifuge
- New Sewage Duplex Self Cleaning Dehydrating Decanter Centrifuge Press
- Install STP SS304 Industrial Drying Decanter Centrifuge
- Service Effluent Hastelloy Continuous Drying Decanter Centrifuge
- WCPL Effluent Hastelloy Self Cleaning Dewatering Decanter Centrifuge
- Repair STP Duplex Automatic Drying Sludge Centrifuge
- Install CETP SS304 Self Cleaning Draining Decanter Belt Press
- New Effluent SS316 Continuous Dehydrating Sludge Decanter
- WHIRLER Effluent Duplex Automatic Dehydrating Decanter Centrifuge
- WHIRLER Effluent SS316 Industrial Dehydrating Sludge Decanter
- Trial Effluent SS316 Self Cleaning Dehydrating Decanter Belt Press
- Service ETP Duplex Automatic Drying Sludge Decanter
- WCPL Sewage Duplex Industrial Dehydrating Sludge Centrifuge
- Service CETP SS316 Industrial Dewatering Decanter Centrifuge Press
- Novel CETP SS304 Continuous Draining Sludge Decanter
- New STP SS304 Continuous Dehydrating Decanter Belt Press
- Trial Effluent SS316 Continuous Drying Sludge Decanter Centrifuge
- WHIRLER CETP Hastelloy Self Cleaning Drying Sludge Decanter
- Novel CETP SS304 Continuous Draining Sludge Decanter
- WCPL Effluent SS316 Self Cleaning Drying Decanter Centrifuge
- WCPL Effluent SS316 Self Cleaning Drying Decanter Centrifuge
- New STP Hastelloy Industrial Dewatering Decanter Centrifuge
- New Sewage SS304 Automatic Draining Sludge Decanter Centrifuge
- WHIRLER ETP Duplex Continuous Dehydrating Decanter Centrifuge
- Repair Sewage SS316 Continuous Dewatering Sludge Decanter Centrifuge
- WCPL Effluent SS304 Industrial Drying Sludge Decanter Centrifuge
- Trial Sewage Hastelloy Continuous Dehydrating Sludge Centrifuge
- Trial Sewage Duplex Continuous Drying Sludge Decanter
- New CETP SS316 Industrial Draining Decanter Belt Press
- WHIRLER ETP Hastelloy Industrial Draining Sludge Decanter
- Novel CETP Hastelloy Continuous Dewatering Decanter Centrifuge
- Repair Effluent Duplex Self Cleaning Draining Sludge Centrifuge
- Service STP Hastelloy Industrial Dehydrating Sludge Decanter
- WHIRLER CETP Hastelloy Continuous Dehydrating Sludge Centrifuge
- WCPL CETP Hastelloy Self Cleaning Draining Decanter Centrifuge
- Novel ETP Duplex Continuous Drying Sludge Decanter Centrifuge
- New STP SS316 Continuous Dehydrating Sludge Decanter
- Novel CETP Duplex Continuous Draining Decanter Belt Press
- Service STP Hastelloy Industrial Drying Sludge Decanter Centrifuge
- WCPL STP SS316 Automatic Drying Decanter Belt Press
- Commissioning ETP Dewatering used decanter
- Old Sewage Dewatering used decanter
- Used Sludge Dewatering used decanter centrifuge
- Used Sludge Dewatering used decanter centrifuge
- Repair Sewage Continuous used decanter centrifuge
- Old Sewage Continuous repair decanter centrifuge
- Service ETP Dewatering used decanter
- Used Oil Dewatering used decanter
- Service Sewage Dewatering used decanter
- Commissioning CETP Continuous repair decanter
- Old Effluent Continuous used decanter centrifuge
- Old Fruit Juice Continuous repair decanter centrifuge
- Repair STP Continuous used decanter
- Commissioning Sewage Automatic used decanter centrifuge
- Install Fruit Juice Automatic repair decanter centrifuge
- Repair ETP Dewatering repair decanter centrifuge
- Commissioning Sewage Continuous used decanter
- Used Oil Automatic repair decanter centrifuge
- Old Fruit Juice Dewatering used decanter
- Commissioning ETP Dewatering repair decanter centrifuge
- Vacuum Impregnation Systems
-
STP ETP Plant Equipments
- Step Screen
- Drum Screen
- Sequencing Batch Reactor
- Sludge Dewatering Screw Press
- Rotary Drum Screen
- Agitator Plant
- NAOH Peeler Centrifuge
- Multi Rake Bar Screen
- Cassava Resistant Starch Pilot Packaging Extraction Unit
- Wheat Cross-Linked Starch High Capacity Purification Refining Unit
- tapioca high-fructose corn syrup Industrial Refining Manufacturing Unit
- rice oxidized starch Industrial Concentration Plant
- maize starch ester Industrial Milling Processing Plant
- maize native starch High Capacity Homogenization Manufacturing Unit
- corn cross-linked starch High Performance Separation Plant
- corn starch-based bioplastics High Capacity Concentration Production Unit
- sago modified starch High Capacity Concentration Production Unit
- cassava maltodextrin Pilot Refining Extraction Plant
- cassava maltodextrin Pilot Refining Extraction Plant
- potato dextrin Automatic Purification Manufacturing Unit
- corn hydrolyzed starch Manual Stabilization Refining Plant
- maize starch ester Continuous Homogenization Extraction Plant
- maize starch ester Continuous Homogenization Extraction Plant
- cassava pregelatinized starch Industrial Separation Production Plant
- sago dextrin Automatic Purification Extraction Unit
- sago enzyme-treated starch Continuous Drying Production Unit
- maize acid-thinned starch Industrial Extraction Production Plant
- wheat resistant starch Laboratory Purification Processing Unit
- cassava high-fructose corn syrup Pilot Drying Extraction Plant
- wheat pregelatinized starch Manual Refining Refining Plant
- cassava glucose syrup Manual Milling Extraction Unit
- rice pregelatinized starch Manual Stabilization Plant
- sago resistant starch High Performance Packaging Refining Plant
- potato starch-based bioplastics Pilot Extraction Refining Unit
- corn cyclodextrin Industrial Crystallization Extraction Plant
- tapioca starch ester Continuous Grinding Processing Unit
- stover pharma production High Performance Ethanol Production Plant
- Straw Bevarge Production Manual Ethanol Refining Plant
- Molasses Pharma Grade High Performance Ethanol Manufacturing Unit
- Corn Bevarge Quality Pilot Ethanol Refining Unit
- Wheat Industrial Grade Laboratory Ethanol Refining Plant
- straw reagent grade Pilot Ethanol Production Plant
- Molasses Bevarge Quality High Capacity Ethanol Plant
- Potato Reagent Grade Automatic Ethanol Refining Unit
- Maize Bevarge Production Continuous Ethanol Manufacturing Unit
- Sugarcane Fuel Grade High Capacity Ethanol Production Unit
- potato fuel production Laboratory Ethanol Production Plant
- Stover Fuel Production Laboratory Ethanol Production Unit
- Maize Reagent Quality High Performance Ethanol Extraction Unit
- Potato Fuel Quality High Capacity Ethanol Production Plant
- Sugarcane Industrial Production High Capacity Ethanol Processing Plant
- corn fuel quality High Performance Ethanol Extraction Plant
- maize bevarge quality Automatic EthanolPlant
- Maize Pharma Production Laboratory Ethanol Processing Unit
- Maize Reagent Quality Laboratory Ethanol Extraction Plant
- B20 CETANE Agri Waste High Capacity Concentration Bio Diesel Plant
- B70 CETANE Animal Fat Manual Manufacturing Bio Diesel Plant
- B70 CETANE Agri Waste Automatic Crystallization Bio Diesel Plant
- B20 Animal Fat Laboratory Purification BioDiesel Plant
- B20 BIS-15607 Vegetable Oil Laboratory Purification Bio Diesel Plant
- B50 ASTM-BIS Vegetable Oil Manual Screening Bio Diesel Plant
- B50 Acid Oil Industrial Separation BioDiesel Plant
- B20 ASTM-BIS Animal Fat Continuous Extraction Bio Diesel Plant
- B100 BIS-15607 Palm Stearin Laboratory Homogenization BioDiesel Plant
- B20 BIS-15607 Agri Waste Pilot Concentration Bio Diesel Plant
- B70 Palm Stearin Manual Screening BioDiesel Plant
- B20 Green UCO Pilot Crystallization Bio Diesel Plant
- B70 Agri Waste Continuous Concentration BioDiesel Plant
- B20 CETANE Vegetable Oil High Performance Washing BioDiesel Plant
- B20 Low Freeze Animal Fat Industrial Packaging BioDiesel Plant
- B20 BIS-15607 Vegetable Oil High Performance Concentration Bio Diesel Plant
- B20 Green Agri Waste Manual Manufacturing BioDiesel Plant
- B70 ASTM-BIS Animal Fat Laboratory Milling Bio Diesel Plant
- B50 Animal Fat High Capacity Milling Bio Diesel Plant
- B100 Animal Fat High Performance Washing Bio Diesel Plant
- B70 Low Freeze Agri Waste High Capacity Refining Bio Diesel Plant
- B50 BIS-15607 Palm Stearin High Capacity Washing BioDiesel Plant
- Upgrade Cetane Vegetable Oil Pilot Concentration Bio Diesel Plant
- Upgrade Green Palm Stearin Automatic Filtration BioDiesel Plant
- Repair CETANE UCO Continuous Filtration Bio Diesel Plant
- Service Acid Oil Pilot Separation Bio Diesel Plant
- New Green Acid Oil Pilot Milling Bio Diesel Plant
- B50 Animal Fat High Capacity Screening BioDiesel Plant
- Trial BIS-15607 UCO Automatic Centrifugation Bio Diesel Plant
- Trial Low Freeze Acid Oil Automatic Crystallization BioDiesel Plant
- B70 Green Animal Fat Automatic Refining BioDiesel Plant
- Service BIS-15607 Palm Stearin Industrial Filtration BioDiesel Plant
- B50 Low Freeze Agri Waste Manual Concentration Bio Diesel Plant
- B70 BIS-15607 Vegetable Oil Automatic Purification Bio Diesel Plant
- New Green Palm Stearin Industrial Centrifugation Bio Diesel Plant
- B20 Low Freeze Acid Oil Laboratory Separation BioDiesel Plant
- B70 Low Freeze UCO Manual Purification Bio Diesel Plant
- B20 CETANE Animal Fat Manual Stabilization Bio Diesel Plant
- B50 BIS-15607 Agri Waste Automatic Processing Bio Diesel Plant
- Service Green Acid Oil Industrial Centrifugation Bio Diesel Plant
- New BIS-15607 Palm Stearin High Performance Washing Bio Diesel Plant
- B70 Acid Oil High Capacity Screening Bio Diesel Plant
- B20 BIS-15607 Animal Fat High Performance Milling BioDiesel Plant
- Service ASTM-BIS Palm Stearin Automatic Separation BioDiesel Plant
- B70 CETANE Vegetable Oil Automatic Separation Biodiesel Plant
- Upgrade Acid Oil Automatic Stabilization BioDiesel Plant
- B70 BIS-15607 Vegetable Oil Laboratory Centrifugation Bio Diesel Plant
- Trial Low Freeze Agri Waste Continuous Filtration Bio Diesel Plant
- Service ASTM-BIS UCO High Performance Concentration Bio Diesel Plant
- B20 ASTM-BIS UCO High Capacity Stabilization Bio Diesel Plant
- B70 Low Freeze Agri Waste Industrial Concentration Bio Diesel Plant
- Upgrade ASTM-BIS Acid Oil Industrial Refining Bio Diesel Plant
- Service Green Acid Oil High Capacity Processing BioDiesel Plant
- B100 CETANE Animal Fat Laboratory Crystallization Bio Diesel Plant
- New ASTM-BIS Agri Waste Laboratory Washing Bio Diesel Plant
- Upgrade Green Palm Stearin Continuous Washing Bio Diesel Plant
- Upgrade BIS-15607 Animal Fat Pilot Packaging Bio Diesel Plant
- Trial CETANE Animal Fat Pilot Milling Bio Diesel Plant
- B20 BIS-15607 Agri Waste High Performance Crystallization Bio Diesel Plant
- Trial Cardboard SS430 STP Capable Multi Disc Screw Press
- Industrial Washing Machines
- Textile Processing Machines
- Direct Drive Water Ring Vacuum Pump
-
Basket Centrifuge
- 60 Inch Basket Centrifuge
- Basket Centrifuge Ready Stock
- Novel Pharmaceutical SS316L High Performance Bottom Discharge Vertical Basket Centrifuge
- WHIRLER Water Treatment SS410 Laboratory Manual Centrifuge
- Trial Fine Chemicals SS316 High Performance Top Discharge Vertical Basket Centrifuge
- Service GMP SS430 Pilot Manual Centrifuge
- Novel Bulk Chemicals SS904L Automatic Top Discharge Basket Centrifuge
- WHIRLER GMP SS316 High Performance Bag Pulling Vertical Basket Centrifuge
- Install Wastewater Treatment SS904L Industrial Lifting Bag Basket Centrifuge
- WCPL Refinery HALAR Coated High Capacity Bottom Discharge Vertical Basket Centrifuge
- WHIRLER Intermediates SS304 Automatic Bottom Discharge Centrifuge
- Install Pharmaceutical SS410 Industrial Top Discharge Basket Centrifuge
- Repair Pharmaceutical HALAR Coated Continuous Bottom Discharge Basket Centrifuge
- Novel Food SS904L Industrial Bottom Discharge Centrifuge
- Novel Food SS904L Industrial Bottom Discharge Centrifuge
- Repair Fine Chemicals SS316L Manual Top Discharge Vertical Basket Centrifuge
- Install Intermediates Stainless Steel High Capacity Bag Pulling Basket Centrifuge
- Repair Food SS430 Laboratory Bag Pulling Centrifuge
- Service Petrochemical HALAR Coated Self Cleaning Bag Pulling Basket Centrifuge
- Novel Food SS316L Manual Lifting Bag Centrifuge
- WHIRLER Petrochemical HALAR Coated Automatic Lifting Bag Vertical Basket Centrifuge
- Trial Gas SS316L High Capacity Manual Basket Centrifuge
- New Refinery SS904L High Capacity Bag Pulling Centrifuge
- WHIRLER Chemical SS904L High Performance Lifting Bag Basket Centrifuge
- Service Water Treatment SS316 Continuous Lifting Bag Vertical Basket Centrifuge
- Novel Beverage SS316L Self Cleaning Lifting Bag Basket Centrifuge
- Service GMP Stainless Steel Continuous Manual Vertical Basket Centrifuge
- Service GMP Stainless Steel Continuous Manual Vertical Basket Centrifuge
- Trial Beverage SS316L Self Cleaning Bag Pulling Centrifuge
- WHIRLER Water Treatment SS316 Self Cleaning Manual Centrifuge
- WCPL Bulk Chemicals SS316L Pilot Manual Vertical Basket Centrifuge
- Novel GMP HALAR Coated High Capacity Top Discharge Basket Centrifuge
- Service GMP HALAR Coated High Performance Manual Basket Centrifuge
- Repair Oil SS904L Continuous Bottom Discharge Vertical Basket Centrifuge
- Novel GMP HALAR Coated Self Cleaning Bag Pulling Basket Centrifuge
- Trial Intermediates Rubber Line Manual Bag Pulling Basket Centrifuge
- Trial Fine Chemicals Rubber Line Manual Centrifuge
- Repair Wastewater Treatment Rubber Line High Capacity Top Discharge Vertical Basket Centrifuge
- New Food Rubber Line Self Cleaning Manual Vertical Basket Centrifuge
- Service Intermediates SS430 Pilot Lifting Bag Centrifuge
- Novel GMP HALAR Coated Laboratory Bottom Discharge Vertical Basket Centrifuge
- New Water Treatment SS316 Self Cleaning Bag Pulling Basket Centrifuge
- Service Gas SS430 Pilot Bag Pulling Centrifuge
- Novel Dye Stainless Steel Laboratory Lifting Bag Centrifuge
- Repair Pharmaceutical SS410 High Capacity Lifting Bag Centrifuge
- Trial Refinery SS304 Automatic Top Discharge Vertical Basket Centrifuge
- Novel Petrochemical Stainless Steel High Capacity Manual Basket Centrifuge
- Service Refinery Stainless Steel High Performance Manual Centrifuge
- Trial Gas HALAR Coated High Performance Top Discharge Vertical Basket Centrifuge
- Novel Dye SS316L Automatic Lifting Bag Basket Centrifuge
- Novel Dye SS316L Automatic Lifting Bag Basket Centrifuge
- Repair Fine Chemicals SS316L Laboratory Top Discharge Centrifuge
- Service Water Treatment SS316L High Capacity Lifting Bag Vertical Basket Centrifuge
- WHIRLER Refinery SS304 High Capacity Bag Pulling Vertical Basket Centrifuge
- New Wastewater Treatment SS316 High Capacity Lifting Bag Vertical Basket Centrifuge
- WHIRLER Oil SS430 Pilot Top Discharge Vertical Basket Centrifuge
- Service Bulk Chemicals HALAR Coated Manual Bag Pulling Basket Centrifuge
- New Fine Chemicals SS316 Industrial Top Discharge Basket Centrifuge
- New Fine Chemicals SS304 Automatic Top Discharge Vertical Basket Centrifuge
- Install Wastewater Treatment SS410 High Capacity Bottom Discharge Centrifuge
- WCPL Wastewater Treatment Stainless Steel Self Cleaning Top Discharge Centrifuge
- New Water Treatment Stainless Steel Pilot Manual Basket Centrifuge
- WHIRLER Water Treatment HALAR Coated Pilot Bag Pulling Basket Centrifuge
- Novel Wastewater Treatment SS410 Pilot Bag Pulling Vertical Basket Centrifuge
- Repair Beverage SS316 Continuous Bag Pulling Basket Centrifuge
- WHIRLER Cosmetic SS904L Self Cleaning Bottom Discharge Basket Centrifuge
- Install Water Treatment SS304 Industrial Manual Vertical Basket Centrifuge
- Novel Petrochemical SS904L Self Cleaning Bottom Discharge Basket Centrifuge
- Install Refinery HALAR Coated Laboratory Bag Pulling Vertical Basket Centrifuge
- Repair Petrochemical SS904L Automatic Bottom Discharge Centrifuge
- Install Dye SS430 High Capacity Bag Pulling Basket Centrifuge
- Novel Wastewater Treatment SS316 Continuous Bag Pulling Centrifuge
- WHIRLER Refinery HALAR Coated High Performance Lifting Bag Vertical Basket Centrifuge
- WCPL Wastewater Treatment SS316 Manual Basket Centrifuge
- WHIRLER Petrochemical SS430 High Capacity Top Discharge Basket Centrifuge
- Trial Bulk Chemicals Rubber Line Continuous Bottom Discharge Centrifuge
- Direct Drive Oil Seal Vacuum Pump
- Commercial Laundry Equipment
- Lime Sludge Dryer For ETP
- Tumbler Dryer
- Sludge Treatment Plant
-
Sludge Dewatering Machine
- Sludge Dewatering Machine
- New Cooling Towers SS304 Industrial Continuous Self Cleaning Screw Press
- New Rubber Industry SS904L Pilot High Efficiency Dewatering Screw Press
- Used Chemicals Hastelloy C276 Industrial High Capacity STP Screw Press
- Used Oil & Gas SS904L Laboratory Low Maintenance Sludge Screw Press
- Trial Engineering SS316 Laboratory Continuous STP Screw Press
- Trial Engineering SS316 Laboratory Continuous STP Screw Press
- Trial Hospitality Hastelloy C276 Industrial High Efficiency Screw Press
- Trial Food & Beverages SS430 Laboratory High Efficiency Self Cleaning Screw Press
- Repair Wood & Handicrafts SS304 Industrial Low Maintenance Screw Press
- New Power Plants Hastelloy C276 Laboratory Manual Screw Press
- Trial Rubber Industry Hastelloy C276 Pilot Energy Efficient Screw Press
- Used Cooling Towers Hastelloy C276 Pilot High Capacity Self Cleaning Screw Press
- New Hospitality Hastelloy C276 Industrial Manual Multi Disc Screw Press
- Repair Hospitals SS430 Laboratory Continuous Self Cleaning Screw Press
- Used Dairy Hastelloy C276 Pilot Energy Efficient Multi Disc Screw Press
- New Petro Chemical industries SS410 Laboratory Continuous Screw Press
- New Petro Chemical industries SS410 Laboratory Continuous Screw Press
- Trial Paper & Pulp SS316 Industrial High Capacity Self Cleaning Screw Press
- Used Chemical SS316 Industrail Energy Efficient Dewatering Screw Press
- Trial Fertilizers SS410 Industrail Low Maintenance Screw Press
- New Commercial Applications SS321 Industrial Energy Efficient Multi Disc Screw Press
- New Plastic SS430 Industrail Continuous ETP Screw Press
- Used Railway SS321 Laboratory Self Cleaning Screw Press
- WHIRLER Petro SS304 Pilot Maintainable Dewatering Screw Press
- WHIRLER Petro SS304 Pilot Maintainable Dewatering Screw Press
- Service Power SS430 ETP Continuous Dewatering Screw Press
- Novel Engineering SS316 Laboratory Efficiency ETP Screw Press
- Novel Engineering SS316 Laboratory Efficiency ETP Screw Press
- WHIRLER Sugar SS410 Industrial Automatic Dewatering Screw Press
- Service Textiles SS316L ETP Efficient Dewatering Screw Press
- WCPL Gas SS410 Pilot Automatic ETP Screw Press
- Repair Pharmaceuticals SS904L STP Automatic Sludge Screw Press
- Repair Distillery SS316L ETP Manual Self Cleaning Screw Press
- New Plants SS410 Industrial Efficiency Dewatering Screw Press
- Novel Cooling SS316 STP Efficiency Sludge Screw Press
- Trial Towers SS304 Industrial Maintainable Sludge Screw Press
- New Agriculture SS316 CETP Maintainable Multi Disc Screw Press
- WHIRLER Beverages SS430 CETP Continuous ETP Screw Press
- Novel Hospitals SS304 STP Automatic Dewatering Screw Press
- Repair Sugar SS304 STP Manual Multi Disc Screw Press
- Repair Effluent SS304 Industrial Draining Sludge Centrifuge
- WHIRLER Sewage SS304 Continuous Draining Sludge Decanter
- WHIRLER STP SS304 Automatic Draining Sludge Belt Press
- Service ETP SS304 Self Cleaning Dehydrating Sludge Filter Press
- Service ETP SS316 Continuous Dewatering Sludge Filter Press
- New STP SS316 Self Cleaning Dewatering Sludge Decanter
- New ETP SS316 Continuous Dewatering Sludge Decanter
- Install ETP SS316 Industrial Dewatering Sludge Decanter
- WCPL CETP SS304 Continuous Draining Sludge Decanter
- Repair Effluent SS304 Automatic Dewatering Sludge Centrifuge
- WCPL Sewage SS316 Continuous Draining Sludge Press
- WHIRLER CETP SS304 Industrial Dewatering Sludge Belt Press
- Install Effluent SS304 Continuous Drying Sludge Filter Press
- Novel Effluent SS316 Continuous Drying Sludge Screw Press
- WHIRLER Sewage SS316 Automatic Dehydrating Sludge Centrifuge
- Install CETP SS304 Automatic Drying Sludge Centrifuge
- WHIRLER Effluent SS316 Industrial Dehydrating Sludge Filter Press
- Install CETP SS304 Automatic Dewatering Sludge Centrifuge
- New ETP SS304 Continuous Drying Sludge Screw Press
- Install CETP SS304 Continuous Drying Sludge Filter Press
- Novel Effluent SS304 Self Cleaning Draining Sludge Screw Press
- Repair Effluent SS304 Industrial Draining Sludge Filter Press
- Repair Effluent SS304 Industrial Draining Sludge Filter Press
- Service CETP SS304 Industrial Dehydrating Sludge Screw Press
- Novel ETP SS316 Self Cleaning Dewatering Sludge Belt Press
- New ETP SS316 Self Cleaning Dewatering Sludge Decanter
- Install STP SS304 Continuous Dehydrating Sludge Filter Press
- Trial STP SS316 Automatic Dehydrating Sludge Filter Press
- Trial ETP SS304 Automatic Dehydrating Sludge Centrifuge
- Novel Effluent SS316 Continuous Draining Sludge Press
- New STP SS304 Automatic Dewatering Sludge Filter Press
- WCPL Sewage SS316 Industrial Dewatering Sludge Press
- WHIRLER Effluent SS316 Industrial Draining Sludge Filter Press
- New CETP SS304 Continuous Drying Sludge Decanter
- New Sewage SS316 Continuous Draining Sludge Press
- WHIRLER ETP SS304 Industrial Drying Sludge Screw Press
- Install ETP SS316 Industrial Draining Sludge Filter Press
- Trial CETP SS316 Industrial Draining Sludge Decanter
- WHIRLER ETP SS304 Industrial Draining Sludge Screw Press
- Service CETP SS304 Automatic Dewatering Sludge Screw Press
- WCPL Effluent SS304 Industrial Draining Sludge Filter Press
- Novel ETP SS316 Industrial Draining Sludge Press
- WHIRLER Effluent SS304 Continuous Drying Sludge Press
- Service ETP SS316 Automatic Draining Sludge Decanter
- WHIRLER ETP SS304 Continuous Dewatering Sludge Screw Press
- WHIRLER CETP SS304 Industrial Draining Sludge Centrifuge
- Novel ETP SS304 Self Cleaning Dewatering Sludge Decanter
- Install Effluent SS304 Continuous Draining Sludge Press
- WCPL Effluent SS316 Industrial Drying Sludge Centrifuge
- New Effluent SS316 Industrial Dehydrating Sludge Belt Press
- Trial STP SS304 Continuous Drying Sludge Belt Press
- Install CETP SS316 Continuous Draining Sludge Screw Press
- New Effluent SS316 Automatic Draining Sludge Press
- Novel Sewage SS304 Industrial Drying Sludge Screw Press
- WHIRLER Effluent SS316 Continuous Drying Sludge Decanter
- Repair STP SS316 Continuous Dehydrating Sludge Filter Press
- Install STP SS304 Automatic Dehydrating Sludge Belt Press
- Repair STP SS316 Automatic Dewatering Sludge Press
- Trial STP SS304 Continuous Dehydrating Sludge Screw Press
- New CETP SS304 Continuous Draining Sludge Decanter
- Novel Effluent SS304 Self Cleaning Dehydrating Sludge Decanter
- Repair ETP SS304 Self Cleaning Dewatering Sludge Decanter
- New Sewage SS304 Industrial Dehydrating Sludge Decanter
- Repair Sewage SS304 Industrial Dewatering Sludge Belt Press
- Service CETP SS304 Continuous Dehydrating Sludge Screw Press
- Service Effluent SS316 Self Cleaning Draining Sludge Filter Press
- WCPL Sewage SS304 Continuous Draining Sludge Filter Press
- Novel ETP SS304 Self Cleaning Dewatering Sludge Belt Press
- WHIRLER CETP SS316 Continuous Dehydrating Sludge Belt Press
- Novel Sewage SS316 Self Cleaning Draining Sludge Centrifuge
- Repair Sewage SS316 Automatic Dewatering Sludge Screw Press
- WCPL ETP SS316 Continuous Dewatering Sludge Press
- New Effluent SS316 Industrial Dehydrating Sludge Screw Press
- WCPL ETP SS304 Self Cleaning Dehydrating Sludge Decanter
- Trial STP SS304 Continuous Dewatering Sludge Filter Press
- Install ETP SS316 Self Cleaning Draining Sludge Decanter
- Novel Sewage SS316 Automatic Drying Sludge Screw Press
- Service CETP SS316 Continuous Drying Sludge Decanter
- Install CETP SS304 Automatic Dewatering Sludge Filter Press
- New CETP SS316 Automatic Drying Sludge Screw Press
- WCPL CETP SS304 Industrial Dehydrating Sludge Decanter
- WCPL STP SS304 Automatic Drying Sludge Screw Press
- New ETP SS316 Continuous Draining Sludge Screw Press
- WHIRLER Effluent SS316 Self Cleaning Dehydrating Sludge Belt Press
- Trial ETP SS316 Automatic Dehydrating Sludge Belt Press
- Service STP SS316 Industrial Draining Sludge Filter Press
- Novel Effluent SS316 Automatic Drying Sludge Belt Press
- WHIRLER ETP SS304 Industrial Drying Sludge Filter Press
- Repair CETP SS304 Industrial Dewatering Sludge Centrifuge
- WCPL Sewage SS304 Continuous Drying Sludge Press
- Install STP SS304 Automatic Dewatering Sludge Filter Press
- WHIRLER CETP SS316 Continuous Dewatering Sludge Belt Press
- Service Effluent SS316 Self Cleaning Dehydrating Sludge Filter Press
- Trial STP SS316 Self Cleaning Dewatering Sludge Decanter
- Novel CETP SS304 Industrial Drying Sludge Decanter
- Install CETP SS316 Industrial Draining Sludge Centrifuge
- Install Sewage SS304 Continuous Dehydrating Sludge Filter Press
- Novel STP SS316 Automatic Dewatering Sludge Press
- Novel Effluent SS316 Industrial Draining Sludge Belt Press
- Novel ETP SS304 Industrial Dehydrating Sludge Centrifuge
- Trial ETP SS316 Industrial Draining Sludge Screw Press
- WHIRLER CETP SS304 Self Cleaning Drying Sludge Decanter
- WHIRLER CETP SS304 Self Cleaning Drying Sludge Decanter
- WHIRLER Sewage SS304 Continuous Dehydrating Sludge Press
- New ETP SS316 Continuous Draining Sludge Decanter
- WCPL Effluent SS304 Continuous Drying Sludge Belt Press
- New Effluent SS304 Industrial Drying Sludge Press
- Novel ETP SS304 Industrial Drying Sludge Belt Press
- WCPL CETP SS316 Continuous Drying Sludge Belt Press
- New CETP SS316 Continuous Drying Sludge Press
- Novel ETP SS316 Self Cleaning Dewatering Sludge Decanter
- New Effluent SS304 Continuous Dewatering Sludge Centrifuge
- Trial CETP SS304 Self Cleaning Dehydrating Sludge Centrifuge
- Trial Effluent SS316 Self Cleaning Dehydrating Sludge Belt Press
- WHIRLER STP SS316 Continuous Drying Sludge Belt Press
- Trial Cardboard SS430 STP Capable Multi Disc Screw Press
- WCPL Waste Management SS410 Laboratory Capable ETP Screw Press
- Repair Industries SS904L Laboratory Efficient Self Cleaning Screw Press
- Service Wood SS316 Pilot Efficiency Self Cleaning Screw Press
- New Aquaculture SS904L Laboratory Maintainable ETP Screw Press
- Service Sugar SS316L STP Automatic Multi Disc Screw Press
- WHIRLER Waste Management SS304 ETP Efficiency STP Screw Press
- Trial Sugar SS304 Pilot Manual Sludge Screw Press
- Novel Mining SS904L STP Capable Screw Press
- Novel Agriculture SS410 CETP Automatic STP Screw Press
- New Sugar SS316 ETP Maintainable Screw Press
- Repair Residential SS316L STP Efficiency ETP Screw Press
- Service Electronics SS316L CETP Maintainable Self Cleaning Screw Press
- New Gas SS316L STP Efficient ETP Screw Press
- Repair Plants SS304 ETP Efficiency Dewatering Screw Press
- Trial Construction SS430 ETP Maintainable Self Cleaning Screw Press
- Novel Pulp SS410 ETP Efficiency Multi Disc Screw Press
- Centrifuges Repairing Services
- Industrial Solid Liquid Separation Centrifuges
-
Starch Plant
- Corn Enzyme-Treated Starch Manual Washing Refining Plant
- Corn Enzyme-Treated Starch Manual Washing Refining Plant
- Potato Cross-Linked Starch Industrial Extraction Production Unit
- Sago Starch-Based Bioplastics Manual Milling Refining Plant
- Rice Dextrin Continuous Packaging Extraction Unit
- Cassava Resistant Starch Pilot Packaging Extraction Unit
- Corn Starch Ether Laboratory Stabilization Processing Unit
- Tapioca Glucose Syrup Continuous Grinding Processing Plant
- Sago Starch-Based Bioplastics High Performance Milling Production Plant
- Potato Starch Syrup Continuous Milling Processing Unit
- Sago Dextrin Manual Screening Plant
- Cassava Maltodextrin High Performance Milling Refining Unit
- Maize Resistant Starch Automatic Extraction Refining Plant
- Rice High-Fructose Corn Syrup Manual Milling Extraction Unit
- Tapioca Native Starch Laboratory Grinding Extraction Unit
- Sago Starch Syrup Continuous Extraction Processing Plant
- Sago Starch Syrup Continuous Extraction Processing Plant
- Sago Starch Syrup Continuous Extraction Processing Plant
- Sago Starch Syrup Continuous Extraction Processing Plant
- Sago Starch Syrup Continuous Extraction Processing Plant
- Tapioca Modified Starch Laboratory Stabilization Extraction Unit
- Maize Oxidized Starch Manual Screening Extraction Unit
- Wheat Starch-Based Adhesives Continuous Homogenization Plant
- Maize Starch-Based Bioplastics Industrial Separation Processing Plant
- Corn Pregelatinized Starch Pilot Centrifugation Manufacturing Unit
- Rice Starch Ether Automatic Evaporation Extraction Plant
- Rice Dextrin Manual Grinding Production Unit
- Sago Starch Ether Automatic Evaporation Extraction Unit
- Tapioca Acid-Thinned Starch Continuous Concentration Manufacturing Unit
- Wheat Starch-Based Bioplastics Manual Evaporation Processing Plant
- Maize Cross-Linked Starch High Capacity Packaging Refining Plant
- Cassava High-Fructose Corn Syrup Industrial Crystallization Refining Unit
- Potato Starch Ester High Performance Homogenization Plant
- Maize Resistant Starch Manual Concentration Refining Plant
- Rice Cross-Linked Starch Automatic Stabilization Production Plant
- Wheat Cross-Linked Starch Pilot Drying Manufacturing Plant
- Corn Starch-Based Adhesives High Capacity Screening Manufacturing Unit
- Potato Dextrin Continuous Concentration Manufacturing Unit
- Maize Acid-Thinned Starch Industrial Screening Extraction Plant
- Rice Glucose Syrup High Capacity Filtration Processing Unit
- Maize Starch-Based Coatings High Capacity Refining Processing Plant
- Tapioca Resistant Starch Industrial Concentration Refining Plant
- Wheat Starch Ester Continuous Homogenization Extraction Plant
- Corn Starch Ether High Performance Milling Plant
- Corn Enzyme-Treated Starch High Capacity Homogenization Refining Plant
- Potato Hydrolyzed Starch High Performance Crystallization Extraction Plant
- Corn Cyclodextrin Pilot Evaporation Processing Unit
- Rice Resistant Starch Manual Drying Refining Unit
- Potato Cross-Linked Starch High Performance Milling Manufacturing Plant
- Tapioca Hydrolyzed Starch Automatic Refining Extraction Plant
- Sago Native Starch Industrial Screening Processing Plant
- Sago Dextrin High Capacity Stabilization Production Unit
- Maize Enzyme-Treated Starch Pilot Concentration Extraction Plant
- Cassava Native Starch Manual Extraction Plant
- Cassava Native Starch Manual Extraction Plant
- Maize Maltodextrin Pilot Filtration Manufacturing Plant
- Corn Modified Starch Laboratory Grinding Manufacturing Unit
- Tapioca Oxidized Starch High Capacity Packaging Plant
- Cassava Starch Ether Pilot Centrifugation Processing Unit
- Potato Cross-Linked Starch Industrial Purification Refining Plant
- potato starch-based adhesives Manual Screening Plant
- Maize Maltodextrin Laboratory Purification Extraction Unit
- Sago Cross-Linked Starch Industrial Concentration Production Plant
- Tapioca Native Starch Manual Centrifugation Extraction Unit
- Sago Modified Starch Pilot Filtration Processing Plant
- Corn Hydrolyzed Starch Continuous Separation Extraction Plant
- Corn Starch-Based Adhesives High Performance Packaging Manufacturing Unit
- Corn Starch-Based Adhesives High Performance Packaging Manufacturing Unit
- Maize Cyclodextrin High Performance Homogenization Refining Plant
- Sago Starch-Based Adhesives High Capacity Drying Production Plant
- Potato Cyclodextrin Industrial Screening Refining Plant
- Tapioca Maltodextrin Manual Drying Production Plant
- Wheat Glucose Syrup Laboratory Stabilization Processing Unit
- Cassava Native Starch Industrial Refining Extraction Unit
- Wheat Native Starch Laboratory Drying Manufacturing Unit
- Cassava Modified Starch High Performance Concentration Extraction Plant
- Tapioca Dextrin Pilot Purification Processing Plant
- Tapioca Acid-Thinned Starch High Capacity Centrifugation Plant
- Cassava Resistant Starch Continuous Refining Extraction Unit
- Sago Acid-Thinned Starch Industrial Drying Extraction Unit
- Tapioca Starch Syrup Manual Milling Processing Plant
- Maize Starch Ether High Performance Crystallization Extraction Plant
- Rice Maltodextrin Manual Milling Refining Unit
- Sago Glucose Syrup High Performance Milling Extraction Plant
- Sago Starch-Based Bioplastics Laboratory Centrifugation Production Plant
- Cassava Acid-Thinned Starch High Performance Homogenization Production Unit
- Maize Acid-Thinned Starch Pilot Grinding Plant
- Potato Oxidized Starch High Capacity Stabilization Processing Plant
- Rice Oxidized Starch High Performance Evaporation Extraction Plant
- Corn Hydrolyzed Starch Manual Concentration Manufacturing Unit
- Potato High-Fructose Corn Syrup Automatic Filtration Production Unit
- Sago Glucose Syrup Laboratory Packaging Production Unit
- Cassava Starch-Based Coatings Continuous Extraction Refining Unit
- Tapioca Starch-Based Coatings High Capacity Separation Refining Plant
- Wheat Starch-Based Coatings Pilot Filtration Manufacturing Plant
- wheat starch ester Automatic Washing Extraction Unit
- Wheat Hydrolyzed Starch High Capacity Drying Refining Plant
- Cassava Modified Starch High Performance Filtration Manufacturing Unit
- Corn Starch Ether Continuous Purification Processing Unit
- Rice Resistant Starch High Capacity Drying Extraction Unit
- Tapioca Starch Ether High Performance Packaging Extraction Unit
- Tapioca Dextrin High Performance Homogenization Manufacturing Plant
- Sago Glucose Syrup Industrial Refining Manufacturing Unit
- Wheat Pregelatinized Starch Automatic Separation Plant
- Sago Maltodextrin Industrial Evaporation Extraction Plant
- Cassava Glucose Syrup Manual Centrifugation Extraction Unit
- Cassava Cross-Linked Starch Manual Filtration Processing Plant
- Maize Native Starch High Performance Refining Production Unit
- Potato Resistant Starch High Capacity Crystallization Processing Plant
- Maize Glucose Syrup Laboratory Evaporation Extraction Unit
- Corn High-Fructose Corn Syrup Continuous Stabilization Extraction Unit
- Wheat Acid-Thinned Starch Pilot Extraction Refining Plant
- Potato Pregelatinized Starch High Performance Crystallization Extraction Unit
- Maize Resistant Starch Manual Separation Extraction Plant
- Corn Starch Syrup Manual Purification Production Plant
- Cassava Starch-Based Adhesives Laboratory Crystallization Refining Unit
- Corn Oxidized Starch High Performance Screening Manufacturing Plant
- Tapioca Starch-Based Adhesives High Capacity Purification Production Unit
- Maize Pregelatinized Starch Laboratory Packaging Production Plant
- Maize Modified Starch High Capacity Grinding Refining Unit
- Sago Enzyme-Treated Starch High Capacity Centrifugation Extraction Unit
- Tapioca Starch-Based Coatings Continuous Separation Manufacturing Plant
- Cassava Starch Ether Pilot Drying Extraction Plant
- Maize Modified Starch Industrial Screening Production Unit
- Rice Starch Ether Laboratory Purification Production Unit
- Wheat Modified Starch High Performance Screening Processing Unit
- Corn Starch Ether Automatic Crystallization Production Plant
- Maize Starch Syrup High Performance Evaporation Production Plant
- rice maltodextrin Continuous Screening Processing Plant
- Potato Modified Starch Laboratory Packaging Plant
- Rice Starch Ether High Capacity Refining Manufacturing Unit
- Tapioca Glucose Syrup High Performance Separation Plant
- Sago Starch-Based Bioplastics High Capacity Homogenization Production Unit
- Sago Modified Starch Automatic Evaporation Plant
- Corn Cross-Linked Starch Industrial Milling Production Unit
- Sago Maltodextrin Continuous Purification Production Plant
- sago glucose syrup Manual Evaporation Refining Unit
- Maize Acid-Thinned Starch Manual Purification Processing Plant
- maize maltodextrin High Capacity Refining Extraction Plant
- Maize Maltodextrin High Capacity Refining Extraction Plant
- Potato Hydrolyzed Starch Continuous Grinding Plant
- Maize Acid-Thinned Starch High Capacity Packaging Manufacturing Unit
- Maize Native Starch Automatic Purification Production Unit
- Rice Starch Ether High Performance Stabilization Manufacturing Plant
- Sago Starch Ester Manual Packaging Plant
- Sago Starch Ester Manual Packaging Plant
- Potato Resistant Starch Laboratory Grinding Processing Plant
- Tapioca Modified Starch High Performance Grinding Manufacturing Plant
- Wheat Maltodextrin Automatic Washing Refining Plant
- Cassava Maltodextrin High Performance Packaging Processing Unit
- Tapioca Starch Syrup Continuous Milling Refining Unit
- cassava cross-linked starch Manual Stabilization Production Plant
- tapioca high-fructose corn syrup Industrial Evaporation Processing Plant
- Corn Cross-Linked Starch Manual Stabilization Production Plant
- Tapioca Acid-Thinned Starch Industrial Crystallization Production Plant
- wheat glucose syrup Laboratory Milling Processing Unit
- Rice Starch Syrup Pilot Screening Manufacturing Unit
- Potato Glucose Syrup High Performance Washing Extraction Plant
- Sago Modified Starch Industrial Centrifugation Refining Unit
- Maize Cross-Linked Starch Laboratory Screening Extraction Unit
- Maize Glucose Syrup Industrial Filtration Plant
- sago starch-based bioplastics Laboratory Packaging Production Unit
- Sago Resistant Starch Pilot Washing Refining Unit
- Corn Cyclodextrin Automatic Drying Extraction Plant
- Corn Enzyme-Treated Starch High Capacity Homogenization Extraction Plant
- Corn Modified Starch Continuous Purification Refining Unit
- Corn High-Fructose Corn Syrup Manual Stabilization Processing Plant
- Potato Dextrin High Capacity Homogenization Plant
- Cassava Starch-Based Adhesives High Capacity Washing Production Unit
- tapioca starch ether Continuous Crystallization Refining Plant
- wheat resistant starch High Capacity Packaging Extraction Unit
- Wheat Maltodextrin High Capacity Drying Extraction Plant
- corn native starch Laboratory Washing Extraction Unit
- Corn Enzyme-Treated Starch Continuous Drying Extraction Unit
- sago modified starch High Performance Extraction Extraction Plant
- Corn Starch-Based Bioplastics Continuous Washing Processing Plant
- Maize Dextrin Laboratory Stabilization Refining Plant
- Potato Glucose Syrup Industrial Stabilization Production Unit
- Sago Dextrin High Capacity Screening Production Unit
- Tapioca High-Fructose Corn Syrup Automatic Homogenization Processing Plant
- Rice Glucose Syrup Pilot Crystallization Production Plant
- Corn Starch-Based Adhesives Continuous Extraction Processing Plant
- maize maltodextrin Manual Concentration Refining Unit
- Maize Native Starch Continuous Centrifugation Manufacturing Unit
- Maize Starch Ether High Capacity Extraction Production Plant
- Wheat High-Fructose Corn Syrup High Performance Washing Production Plant
- Wheat Starch-Based Bioplastics Automatic Centrifugation Manufacturing Unit
- Maize Oxidized Starch Automatic Purification Processing Plant
- Wheat Hydrolyzed Starch Continuous Screening Manufacturing Plant
- Tapioca Resistant Starch Manual Purification Plant
- Potato Pregelatinized Starch High Capacity Evaporation Plant
- Wheat Maltodextrin Manual Centrifugation Refining Unit
- Corn Maltodextrin Continuous Screening Processing Unit
- Maize Starch-Based Coatings Manual Milling Production Plant
- Corn Starch Syrup High Capacity Packaging Refining Plant
- wheat cyclodextrin High Performance Grinding Refining Unit
- Wheat Acid-Thinned Starch High Capacity Separation Manufacturing Plant
- Sago Hydrolyzed Starch High Performance Packaging Manufacturing Unit
- Cassava Starch-Based Coatings Manual Evaporation Processing Unit
- Potato Glucose Syrup Automatic Crystallization Processing Plant
- Maize Resistant Starch Industrial Packaging Manufacturing Plant
- Potato Pregelatinized Starch Industrial Separation Production Plant
- Cassava Starch-Based Adhesives Manual Evaporation Processing Unit
- Potato Acid-Thinned Starch Manual Extraction Manufacturing Plant
- Rice Cyclodextrin Pilot Grinding Production Unit
- Corn Starch Ester Manual Milling Processing Plant
- corn glucose syrup Automatic Washing Processing Plant
- Maize Starch-Based Bioplastics Continuous Drying Plant
- Corn Starch-Based Bioplastics Continuous Milling Production Unit
- Cassava High-Fructose Corn Syrup Automatic Grinding Extraction Unit
- corn starch syrup High Performance Evaporation Production Plant
- Sago High-Fructose Corn Syrup Continuous Crystallization Production Plant
- Corn Pregelatinized Starch Continuous Homogenization Production Plant
- Potato Cyclodextrin Pilot Centrifugation Refining Plant
- Tapioca Starch-Based Coatings Continuous Screening Processing Unit
- Rice Dextrin High Performance Filtration Refining Plant
- Tapioca Oxidized Starch High Capacity Washing Production Plant
- Cassava Starch Ether Automatic Grinding Extraction Plant
- Cassava Cyclodextrin Manual Extraction Processing Plant
- Cassava Modified Starch Industrial Separation Extraction Plant
- Cassava High-Fructose Corn Syrup (HFCS) Automatic Concentration Refining Unit
- Sago Starch-Based Bioplastics Laboratory Screening Plant
- Potato Starch-Based Coatings High Capacity Evaporation Production Unit
- Wheat Starch-Based Adhesives High Performance Extraction Production Unit
- Sago Oxidized Starch Pilot Screening Extraction Plant
- Cassava Starch-Based Coatings Industrial Separation Processing Unit
- Sago Starch Ester Industrial Centrifugation Refining Unit
- Rice Resistant Starch Continuous Homogenization Production Unit
- Tapioca Starch Ether Manual Homogenization Refining Unit
- Potato Starch-Based Bioplastics Continuous Milling Manufacturing Plant
- Corn Enzyme-Treated Starch Manual Drying Manufacturing Unit
- Tapioca Oxidized Starch Automatic Packaging Processing Plant
- Potato Acid-Thinned Starch High Performance Screening Refining Unit
- Wheat Acid-Thinned Starch Manual Separation Manufacturing Plant
- Potato High-Fructose Corn Syrup Pilot Concentration Production Plant
- Sago Glucose Syrup Manual Washing Refining Plant
- Wheat Acid-Thinned Starch Laboratory Concentration Manufacturing Plant
- Sago Hydrolyzed Starch Automatic Drying Production Unit
- Maize Starch Ester Laboratory Packaging Production Unit
- Potato Starch Syrup High Performance Crystallization Refining Unit
- Potato Starch Ester Manual Filtration Refining Unit
- Potato Starch Ester Manual Filtration Refining Unit
- Sago Starch Ether Automatic Extraction Plant
- Cassava Dextrin Pilot Stabilization Extraction Unit
- cassava starch-based coatings Continuous Milling Production Unit
- Wheat Native Starch Continuous Filtration Processing Unit
- Corn Oxidized Starch High Performance Refining Manufacturing Plant
- Corn Hydrolyzed Starch Laboratory Screening Production Unit
- Rice Starch-Based Adhesives Pilot Evaporation Extraction Plant
- rice starch syrup Pilot Separation Manufacturing Unit
- Potato Cyclodextrin Pilot Washing Manufacturing Plant
- tapioca starch syrup High Performance Stabilization Refining Unit
- Contact Us
- Lab Filtration Diaphragm Vacuum Pump
- Double Stage Water Ring Vacuum Pump
- 15 LPM Medical Diaphragm Pump
- Laboratory Vacuum Pumps
- Lab Filtration Diaphragm Vacuum Pump SD-15-DS
- Oil seal vacuum pump
- Water Ring Vacuum Pump
- Ointment Degassing Vacuum Pump
- Oil Seal High Vacuum Pump
- Sterilizer Vacuum Pump
- Air Sampling Diaphragm Pump
- Repair Pneumatic Conveying 0.1Torr Pilot Low Maintenance Vacuum Pump
- New Petrochemical 1Torr Pilot Electrical Vacuum System
- WCPL Drying SGI Pilot Low Maintenance Vacuum Booster
- Service Vegetable Processing 0.001Torr Twin Lobe Low Maintenance Vacuum System
- Service Vapor Recovery Water Cooled Two Stage Automatic Booster System
- New Pharmaceutical 0.1Torr Three Stage High Performance Booster Pump
- Service Beverage SGI Industrial Low Maintenance Booster Pump
- WHRILER Drying Water Cooled Two Stage Electrical Vacuum System
- New Plastic Resin Water Cooled Twin Lobe Automatic Vacuum Booster
- Repair Chemical SGI Three Lobe Efficient Vacuum Booster
- PARAG Pneumatic Conveying 0.01Torr Industrial Lightweight Booster Pump
- New Vacuum Packaging SGI Two Stage Lightweight Booster System
- New Vacuum Packaging SGI Two Stage Lightweight Booster System
- Novel Pneumatic Conveying SS Three Lobe Mechanical Vacuum Boster System
- New Pneumatic Conveying PSS Pilot Economic Vacuum Booster
- Repair Deodorization 0.001Torr Three Stage Compact Vacuum Pump
- New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System
- Service Pharmaceutical SS Twin Lobe Low Maintenance Vacuum Booster
- WCPL Oil SGI Three Stage Electrical Vacuum Boster System
- Novel Extraction 1Torr Twin Lobe Lightweight Vacuum Booster
- Repair Refinery 0.1Torr Three Stage High Performance Vacuum Pump
- WHRILER Cosmetic 0.1Torr Twin Lobe Automatic Vacuum Booster
- PARAG Power Plant SGI Industrial Low Maintenance Vacuum Pump
- WCPL Drying 1Torr Three Stage High Performance Vacuum System
- Repair Pharmaceutical Air Cooled Three Stage Mechanical Booster System
- WHRILER Vapor Recovery SS Industrial Mechanical Vacuum Pump
- WHRILER Cosmetic 0.1Torr Industrial Lightweight Booster System
- WCPL Petrochemical Water Cooled Three Stage High Performance Booster System
- WCPL Plastic Resin SS Three Stage Electrical Vacuum System
- WCPL Plastic Resin SS Three Stage Electrical Vacuum System
- WCPL Dehydration 0.1Torr Industrial Continuous Vacuum System
- Service Vegetable Processing PSS Pilot Pneumatic Vacuum System
- Repair Power Plant SGI Two Stage Automatic Vacuum System
- WHRILER Dairy Processing 0.01Torr Three Stage Automatic Booster System
- Service Pneumatic Conveying Water Cooled Two Stage Low Maintenance Vacuum Pump
- New Dehydration 0.001Torr Three Lobe Economic Booster System
- PARAG Fruit Processing Air Cooled Industrial Low Maintenance Booster System
- New Power Plant 0.001Torr Twin Lobe Compact Vacuum System
- PARAG Distillation PSS Twin Lobe Economic Vacuum System
- WHRILER Pneumatic Conveying PSS Three Stage High Performance Booster System
- WHRILER Pneumatic Conveying PSS Three Stage High Performance Booster System
- Repair Petrochemical SGI Two Stage Continuous Vacuum System
- WHRILER Evaporation 0.1Torr Two Stage Automatic Vacuum Booster System
- Service Meat Processing 0.01Torr Three Stage Lightweight Vacuum Boster System
- WCPL Vacuum Sizing SGI Two Stage Economic Vacuum System
- WHRILER Extruder Degassing 0.01Torr Industrial Compact Vacuum Booster
- Novel Petrochemical SS Industrial Electrical Vacuum System
- Novel Solvent Recovery SGI Twin Lobe Automatic Vacuum System
- Novel Drying 0.001Torr Pilot Compact Vacuum System
- WCPL Freeze Drying 1Torr Two Stage Low Maintenance Vacuum Boster System
- WCPL Pneumatic Conveying 0.01Torr Three Stage Pneumatic Vacuum System
- WHRILER Plastic Resin Air Cooled Twin Lobe Economic Vacuum Booster
- PARAG Vacuum Sizing 0.1Torr Three Stage Efficient Vacuum Booster
- Novel Pharmaceutical Air Cooled Three Lobe Mechanical Booster System
- PARAG Deodorization 1Torr Industrial Compact Vacuum Pump
- Novel Extraction Air Cooled Three Stage Automatic Booster System
- Repair Evaporation 0.1Torr Twin Lobe High Performance Vacuum Boster System
- Novel Evaporation 0.01Torr Three Stage Lightweight Vacuum Booster
- Repair Wire Coating Air Cooled Pilot Compact Booster System
- Service Power Plant 0.1Torr Two Stage Mechanical Vacuum Boster System
- Service Wire Coating Air Cooled Industrial Economic Vacuum System
- Novel Vegetable Processing Air Cooled Industrial High Performance Booster Pump
- WHRILER Power Plant Water Cooled Twin Lobe Compact Vacuum Boster System
- Repair Oil Water Cooled Industrial Mechanical Booster System
- Service Gas Filling SS Three Lobe Economic Booster System
- WHRILER Dehydration 0.001Torr Two Stage Efficient Vacuum System
- Repair Extraction Air Cooled Pilot Economic Booster System
- WCPL Petrochemical 0.01Torr Three Lobe Electrical Vacuum Boster System
- Service Power Plant 0.001Torr Two Stage Low Maintenance Vacuum Booster
- New Dairy Processing 0.01Torr Three Stage Mechanical Vacuum Boster System
- PARAG Dairy Processing 0.001Torr Twin Lobe Continuous Booster System
- WHRILER Meat Processing 0.1Torr Two Stage Economic Vacuum Pump
- Front Loading Machine
- Manual Iron Table
- Flat Bed Press Laundry
- Washing Machine
- Hospitals Laundry Washing Machine
- MTO Dry Cleaning Machines
- Flat Work Ironer
- Hydro Extractor
- Plastic Bucket Trolley
- SS Trolleys
- Front Loading Industrial Washing Machine
- Front Loading Washer Extractor
- Trolley With 3 Shelves for Linen
- Steam Boilers
- Park Dry Cleaning Machines
- Linen Trolley
- Direct Drive Hydro Extractor
- Clarification Decanter
- STP Plant Decanter Centrifuge
- ETP Decanter Centrifuge
- Oil Residual Decanter Centrifuge
- Lactose Recovery Decanter Centrifuge
- De Watering Decanter
- Algae Decanter Centrifuge
- Tallow Decanter Centrifuge
- Waste Water Decanter
- 45D Marigold Resin Decanter Centrifuge
- Soya Milk Decanter Centrifuge
- WHIRLER Effluent Hastelloy Continuous Dehydrating Sludge Decanter Centrifuge
- WHIRLER Effluent Hastelloy Continuous Dehydrating Sludge Decanter Centrifuge
- WHIRLER Effluent Hastelloy Continuous Dehydrating Sludge Decanter Centrifuge
- Repair ETP SS316 Automatic Drying Decanter Belt Press
- Novel Sewage SS304 Continuous Dewatering Sludge Decanter Centrifuge
- WCPL Effluent Duplex Self Cleaning Drying Sludge Centrifuge
- WCPL Effluent Duplex Self Cleaning Drying Sludge Centrifuge
- New ETP Duplex Automatic Dehydrating Decanter Centrifuge Press
- WHIRLER STP Hastelloy Self Cleaning Drying Sludge Centrifuge
- Service Sewage SS304 Self Cleaning Drying Decanter Centrifuge
- Repair STP SS304 Industrial Drying Sludge Centrifuge
- WCPL Effluent SS304 Self Cleaning Dewatering Sludge Centrifuge
- Trial Sewage SS304 Self Cleaning Draining Sludge Centrifuge
- WCPL Effluent SS316 Industrial Dewatering Sludge Centrifuge
- Repair CETP Hastelloy Continuous Drying Decanter Centrifuge
- Service STP Hastelloy Continuous Draining Decanter Centrifuge
- Install STP SS304 Automatic Draining Sludge Decanter
- Service Sewage SS316 Industrial Dehydrating Decanter Belt Press
- Repair CETP Hastelloy Industrial Drying Decanter Belt Press
- WCPL ETP Hastelloy Automatic Dewatering Decanter Belt Press
- Install STP Duplex Automatic Draining Sludge Decanter
- New Sewage Hastelloy Automatic Draining Decanter Centrifuge
- Install STP SS304 Continuous Dehydrating Decanter Centrifuge
- Novel STP SS304 Self Cleaning Draining Decanter Centrifuge
- Install CETP SS304 Self Cleaning Dewatering Decanter Centrifuge
- WCPL ETP SS316 Continuous Dewatering Sludge Decanter
- Novel STP Hastelloy Industrial Dewatering Sludge Decanter Centrifuge
- New STP Hastelloy Automatic Draining Decanter Centrifuge Press
- Service Sewage Hastelloy Self Cleaning Dehydrating Sludge Decanter Centrifuge
- WHIRLER STP Duplex Industrial Drying Decanter Centrifuge Press
- Service ETP Duplex Industrial Drying Sludge Decanter
- Repair STP SS316 Industrial Drying Decanter Centrifuge
- WHIRLER CETP SS304 Industrial Dewatering Sludge Decanter Centrifuge
- WHIRLER STP Hastelloy Industrial Dewatering Sludge Decanter Centrifuge
- WHIRLER Effluent SS304 Industrial Draining Sludge Decanter Centrifuge
- Repair Sewage SS316 Automatic Draining Sludge Decanter Centrifuge
- Install CETP Hastelloy Self Cleaning Draining Decanter Centrifuge Press
- Service CETP SS316 Self Cleaning Drying Sludge Centrifuge
- Trial ETP Hastelloy Automatic Dewatering Sludge Decanter Centrifuge
- Trial Sewage Duplex Automatic Drying Sludge Decanter Centrifuge
- WHIRLER STP Duplex Self Cleaning Dehydrating Decanter Centrifuge
- New ETP SS304 Self Cleaning Draining Sludge Decanter
- WCPL CETP Hastelloy Industrial Draining Sludge Decanter Centrifuge
- Repair STP Hastelloy Industrial Drying Decanter Belt Press
- Repair ETP Hastelloy Continuous Drying Decanter Centrifuge
- Install STP Duplex Automatic Draining Decanter Centrifuge
- Trial Sewage SS316 Automatic Draining Sludge Decanter Centrifuge
- Install ETP Hastelloy Continuous Dehydrating Decanter Belt Press
- WCPL STP Hastelloy Industrial Dehydrating Decanter Centrifuge
- WHIRLER Sewage SS304 Self Cleaning Dewatering Decanter Centrifuge
- Novel Sewage Hastelloy Industrial Dehydrating Decanter Centrifuge Press
- Novel ETP Duplex Continuous Drying Sludge Decanter Centrifuge
- Novel ETP Duplex Continuous Drying Sludge Decanter Centrifuge
- Repair CETP Hastelloy Industrial Dehydrating Sludge Centrifuge
- WHIRLER ETP Duplex Automatic Dehydrating Sludge Decanter
- WHIRLER STP Hastelloy Self Cleaning Dewatering Decanter Centrifuge
- Install CETP SS316 Automatic Draining Sludge Decanter Centrifuge
- Novel ETP SS304 Continuous Drying Decanter Centrifuge Press
- WCPL Sewage SS316 Automatic Draining Sludge Decanter Centrifuge
- Repair Sewage SS304 Industrial Dehydrating Decanter Belt Press
- Repair Effluent SS304 Automatic Drying Sludge Decanter Centrifuge
- Service STP SS304 Automatic Dewatering Sludge Decanter Centrifuge
- Trial STP Hastelloy Automatic Dewatering Decanter Belt Press
- WCPL Effluent SS316 Self Cleaning Draining Sludge Decanter Centrifuge
- Service STP Hastelloy Automatic Drying Decanter Centrifuge
- WCPL ETP Hastelloy Automatic Dewatering Sludge Decanter
- WHIRLER CETP SS316 Automatic Dehydrating Sludge Centrifuge
- Repair STP Duplex Self Cleaning Dehydrating Sludge Decanter
- Service Sewage SS316 Automatic Draining Sludge Decanter Centrifuge
- WCPL CETP SS316 Self Cleaning Dewatering Sludge Decanter
- Install CETP Duplex Self Cleaning Dehydrating Sludge Decanter
- New Effluent SS304 Continuous Dehydrating Sludge Decanter Centrifuge
- New Sewage Hastelloy Self Cleaning Draining Sludge Decanter Centrifuge
- Service ETP SS304 Continuous Draining Sludge Decanter Centrifuge
- Service CETP Hastelloy Industrial Dewatering Decanter Belt Press
- Novel Effluent Hastelloy Continuous Dehydrating Decanter Centrifuge Press
- Novel CETP SS304 Self Cleaning Draining Sludge Centrifuge
- Novel Effluent SS304 Automatic Dewatering Sludge Decanter Centrifuge
- Service STP SS316 Industrial Drying Decanter Centrifuge Press
- WHIRLER Sewage SS316 Self Cleaning Drying Sludge Centrifuge
- New CETP Hastelloy Automatic Dewatering Decanter Centrifuge Press
- Service ETP SS316 Automatic Drying Sludge Decanter Centrifuge
- Trial Sewage Hastelloy Industrial Drying Decanter Belt Press
- Repair STP Duplex Self Cleaning Dehydrating Sludge Decanter Centrifuge
- Repair ETP Duplex Continuous Drying Sludge Decanter
- New Sewage SS316 Continuous Drying Decanter Centrifuge
- WCPL Sewage Hastelloy Continuous Drying Decanter Centrifuge
- Trial ETP Hastelloy Self Cleaning Dewatering Sludge Decanter
- WHIRLER ETP Duplex Self Cleaning Dewatering Decanter Belt Press
- Service Sewage Duplex Self Cleaning Dewatering Sludge Centrifuge
- Service Sewage Duplex Automatic Draining Decanter Belt Press
- New Effluent SS316 Continuous Drying Decanter Centrifuge Press
- Install Effluent SS316 Self Cleaning Dehydrating Sludge Decanter
- Trial CETP SS304 Continuous Draining Decanter Belt Press
- Repair CETP SS316 Continuous Dehydrating Decanter Belt Press
- Service ETP SS316 Continuous Drying Sludge Decanter Centrifuge
- Service STP SS316 Self Cleaning Dewatering Decanter Belt Press
- Trial ETP SS316 Self Cleaning Draining Decanter Centrifuge Press
- Install STP SS316 Industrial Dehydrating Decanter Centrifuge
- New Sewage Duplex Self Cleaning Dehydrating Decanter Centrifuge Press
- Install STP SS304 Industrial Drying Decanter Centrifuge
- Service Effluent Hastelloy Continuous Drying Decanter Centrifuge
- WCPL Effluent Hastelloy Self Cleaning Dewatering Decanter Centrifuge
- Repair STP Duplex Automatic Drying Sludge Centrifuge
- Install CETP SS304 Self Cleaning Draining Decanter Belt Press
- New Effluent SS316 Continuous Dehydrating Sludge Decanter
- WHIRLER Effluent Duplex Automatic Dehydrating Decanter Centrifuge
- WHIRLER Effluent SS316 Industrial Dehydrating Sludge Decanter
- Trial Effluent SS316 Self Cleaning Dehydrating Decanter Belt Press
- Service ETP Duplex Automatic Drying Sludge Decanter
- WCPL Sewage Duplex Industrial Dehydrating Sludge Centrifuge
- Service CETP SS316 Industrial Dewatering Decanter Centrifuge Press
- Novel CETP SS304 Continuous Draining Sludge Decanter
- New STP SS304 Continuous Dehydrating Decanter Belt Press
- Trial Effluent SS316 Continuous Drying Sludge Decanter Centrifuge
- WHIRLER CETP Hastelloy Self Cleaning Drying Sludge Decanter
- Novel CETP SS304 Continuous Draining Sludge Decanter
- WCPL Effluent SS316 Self Cleaning Drying Decanter Centrifuge
- WCPL Effluent SS316 Self Cleaning Drying Decanter Centrifuge
- New STP Hastelloy Industrial Dewatering Decanter Centrifuge
- New Sewage SS304 Automatic Draining Sludge Decanter Centrifuge
- WHIRLER ETP Duplex Continuous Dehydrating Decanter Centrifuge
- Repair Sewage SS316 Continuous Dewatering Sludge Decanter Centrifuge
- WCPL Effluent SS304 Industrial Drying Sludge Decanter Centrifuge
- Trial Sewage Hastelloy Continuous Dehydrating Sludge Centrifuge
- Trial Sewage Duplex Continuous Drying Sludge Decanter
- New CETP SS316 Industrial Draining Decanter Belt Press
- WHIRLER ETP Hastelloy Industrial Draining Sludge Decanter
- Novel CETP Hastelloy Continuous Dewatering Decanter Centrifuge
- Repair Effluent Duplex Self Cleaning Draining Sludge Centrifuge
- Service STP Hastelloy Industrial Dehydrating Sludge Decanter
- WHIRLER CETP Hastelloy Continuous Dehydrating Sludge Centrifuge
- WCPL CETP Hastelloy Self Cleaning Draining Decanter Centrifuge
- Novel ETP Duplex Continuous Drying Sludge Decanter Centrifuge
- New STP SS316 Continuous Dehydrating Sludge Decanter
- Novel CETP Duplex Continuous Draining Decanter Belt Press
- Service STP Hastelloy Industrial Drying Sludge Decanter Centrifuge
- WCPL STP SS316 Automatic Drying Decanter Belt Press
- Commissioning ETP Dewatering used decanter
- Old Sewage Dewatering used decanter
- Used Sludge Dewatering used decanter centrifuge
- Used Sludge Dewatering used decanter centrifuge
- Repair Sewage Continuous used decanter centrifuge
- Old Sewage Continuous repair decanter centrifuge
- Service ETP Dewatering used decanter
- Used Oil Dewatering used decanter
- Service Sewage Dewatering used decanter
- Commissioning CETP Continuous repair decanter
- Old Effluent Continuous used decanter centrifuge
- Old Fruit Juice Continuous repair decanter centrifuge
- Repair STP Continuous used decanter
- Commissioning Sewage Automatic used decanter centrifuge
- Install Fruit Juice Automatic repair decanter centrifuge
- Repair ETP Dewatering repair decanter centrifuge
- Commissioning Sewage Continuous used decanter
- Used Oil Automatic repair decanter centrifuge
- Old Fruit Juice Dewatering used decanter
- Commissioning ETP Dewatering repair decanter centrifuge
- Step Screen
- Drum Screen
- Sequencing Batch Reactor
- Sludge Dewatering Screw Press
- Rotary Drum Screen
- Agitator Plant
- NAOH Peeler Centrifuge
- Multi Rake Bar Screen
- Cassava Resistant Starch Pilot Packaging Extraction Unit
- Wheat Cross-Linked Starch High Capacity Purification Refining Unit
- tapioca high-fructose corn syrup Industrial Refining Manufacturing Unit
- rice oxidized starch Industrial Concentration Plant
- maize starch ester Industrial Milling Processing Plant
- maize native starch High Capacity Homogenization Manufacturing Unit
- corn cross-linked starch High Performance Separation Plant
- corn starch-based bioplastics High Capacity Concentration Production Unit
- sago modified starch High Capacity Concentration Production Unit
- cassava maltodextrin Pilot Refining Extraction Plant
- cassava maltodextrin Pilot Refining Extraction Plant
- potato dextrin Automatic Purification Manufacturing Unit
- corn hydrolyzed starch Manual Stabilization Refining Plant
- maize starch ester Continuous Homogenization Extraction Plant
- maize starch ester Continuous Homogenization Extraction Plant
- cassava pregelatinized starch Industrial Separation Production Plant
- sago dextrin Automatic Purification Extraction Unit
- sago enzyme-treated starch Continuous Drying Production Unit
- maize acid-thinned starch Industrial Extraction Production Plant
- wheat resistant starch Laboratory Purification Processing Unit
- cassava high-fructose corn syrup Pilot Drying Extraction Plant
- wheat pregelatinized starch Manual Refining Refining Plant
- cassava glucose syrup Manual Milling Extraction Unit
- rice pregelatinized starch Manual Stabilization Plant
- sago resistant starch High Performance Packaging Refining Plant
- potato starch-based bioplastics Pilot Extraction Refining Unit
- corn cyclodextrin Industrial Crystallization Extraction Plant
- tapioca starch ester Continuous Grinding Processing Unit
- stover pharma production High Performance Ethanol Production Plant
- Straw Bevarge Production Manual Ethanol Refining Plant
- Molasses Pharma Grade High Performance Ethanol Manufacturing Unit
- Corn Bevarge Quality Pilot Ethanol Refining Unit
- Wheat Industrial Grade Laboratory Ethanol Refining Plant
- straw reagent grade Pilot Ethanol Production Plant
- Molasses Bevarge Quality High Capacity Ethanol Plant
- Potato Reagent Grade Automatic Ethanol Refining Unit
- Maize Bevarge Production Continuous Ethanol Manufacturing Unit
- Sugarcane Fuel Grade High Capacity Ethanol Production Unit
- potato fuel production Laboratory Ethanol Production Plant
- Stover Fuel Production Laboratory Ethanol Production Unit
- Maize Reagent Quality High Performance Ethanol Extraction Unit
- Potato Fuel Quality High Capacity Ethanol Production Plant
- Sugarcane Industrial Production High Capacity Ethanol Processing Plant
- corn fuel quality High Performance Ethanol Extraction Plant
- maize bevarge quality Automatic EthanolPlant
- Maize Pharma Production Laboratory Ethanol Processing Unit
- Maize Reagent Quality Laboratory Ethanol Extraction Plant
- B20 CETANE Agri Waste High Capacity Concentration Bio Diesel Plant
- B70 CETANE Animal Fat Manual Manufacturing Bio Diesel Plant
- B70 CETANE Agri Waste Automatic Crystallization Bio Diesel Plant
- B20 Animal Fat Laboratory Purification BioDiesel Plant
- B20 BIS-15607 Vegetable Oil Laboratory Purification Bio Diesel Plant
- B50 ASTM-BIS Vegetable Oil Manual Screening Bio Diesel Plant
- B50 Acid Oil Industrial Separation BioDiesel Plant
- B20 ASTM-BIS Animal Fat Continuous Extraction Bio Diesel Plant
- B100 BIS-15607 Palm Stearin Laboratory Homogenization BioDiesel Plant
- B20 BIS-15607 Agri Waste Pilot Concentration Bio Diesel Plant
- B70 Palm Stearin Manual Screening BioDiesel Plant
- B20 Green UCO Pilot Crystallization Bio Diesel Plant
- B70 Agri Waste Continuous Concentration BioDiesel Plant
- B20 CETANE Vegetable Oil High Performance Washing BioDiesel Plant
- B20 Low Freeze Animal Fat Industrial Packaging BioDiesel Plant
- B20 BIS-15607 Vegetable Oil High Performance Concentration Bio Diesel Plant
- B20 Green Agri Waste Manual Manufacturing BioDiesel Plant
- B70 ASTM-BIS Animal Fat Laboratory Milling Bio Diesel Plant
- B50 Animal Fat High Capacity Milling Bio Diesel Plant
- B100 Animal Fat High Performance Washing Bio Diesel Plant
- B70 Low Freeze Agri Waste High Capacity Refining Bio Diesel Plant
- B50 BIS-15607 Palm Stearin High Capacity Washing BioDiesel Plant
- Upgrade Cetane Vegetable Oil Pilot Concentration Bio Diesel Plant
- Upgrade Green Palm Stearin Automatic Filtration BioDiesel Plant
- Repair CETANE UCO Continuous Filtration Bio Diesel Plant
- Service Acid Oil Pilot Separation Bio Diesel Plant
- New Green Acid Oil Pilot Milling Bio Diesel Plant
- B50 Animal Fat High Capacity Screening BioDiesel Plant
- Trial BIS-15607 UCO Automatic Centrifugation Bio Diesel Plant
- Trial Low Freeze Acid Oil Automatic Crystallization BioDiesel Plant
- B70 Green Animal Fat Automatic Refining BioDiesel Plant
- Service BIS-15607 Palm Stearin Industrial Filtration BioDiesel Plant
- B50 Low Freeze Agri Waste Manual Concentration Bio Diesel Plant
- B70 BIS-15607 Vegetable Oil Automatic Purification Bio Diesel Plant
- New Green Palm Stearin Industrial Centrifugation Bio Diesel Plant
- B20 Low Freeze Acid Oil Laboratory Separation BioDiesel Plant
- B70 Low Freeze UCO Manual Purification Bio Diesel Plant
- B20 CETANE Animal Fat Manual Stabilization Bio Diesel Plant
- B50 BIS-15607 Agri Waste Automatic Processing Bio Diesel Plant
- Service Green Acid Oil Industrial Centrifugation Bio Diesel Plant
- New BIS-15607 Palm Stearin High Performance Washing Bio Diesel Plant
- B70 Acid Oil High Capacity Screening Bio Diesel Plant
- B20 BIS-15607 Animal Fat High Performance Milling BioDiesel Plant
- Service ASTM-BIS Palm Stearin Automatic Separation BioDiesel Plant
- B70 CETANE Vegetable Oil Automatic Separation Biodiesel Plant
- Upgrade Acid Oil Automatic Stabilization BioDiesel Plant
- B70 BIS-15607 Vegetable Oil Laboratory Centrifugation Bio Diesel Plant
- Trial Low Freeze Agri Waste Continuous Filtration Bio Diesel Plant
- Service ASTM-BIS UCO High Performance Concentration Bio Diesel Plant
- B20 ASTM-BIS UCO High Capacity Stabilization Bio Diesel Plant
- B70 Low Freeze Agri Waste Industrial Concentration Bio Diesel Plant
- Upgrade ASTM-BIS Acid Oil Industrial Refining Bio Diesel Plant
- Service Green Acid Oil High Capacity Processing BioDiesel Plant
- B100 CETANE Animal Fat Laboratory Crystallization Bio Diesel Plant
- New ASTM-BIS Agri Waste Laboratory Washing Bio Diesel Plant
- Upgrade Green Palm Stearin Continuous Washing Bio Diesel Plant
- Upgrade BIS-15607 Animal Fat Pilot Packaging Bio Diesel Plant
- Trial CETANE Animal Fat Pilot Milling Bio Diesel Plant
- B20 BIS-15607 Agri Waste High Performance Crystallization Bio Diesel Plant
- Trial Cardboard SS430 STP Capable Multi Disc Screw Press
- 60 Inch Basket Centrifuge
- Basket Centrifuge Ready Stock
- Novel Pharmaceutical SS316L High Performance Bottom Discharge Vertical Basket Centrifuge
- WHIRLER Water Treatment SS410 Laboratory Manual Centrifuge
- Trial Fine Chemicals SS316 High Performance Top Discharge Vertical Basket Centrifuge
- Service GMP SS430 Pilot Manual Centrifuge
- Novel Bulk Chemicals SS904L Automatic Top Discharge Basket Centrifuge
- WHIRLER GMP SS316 High Performance Bag Pulling Vertical Basket Centrifuge
- Install Wastewater Treatment SS904L Industrial Lifting Bag Basket Centrifuge
- WCPL Refinery HALAR Coated High Capacity Bottom Discharge Vertical Basket Centrifuge
- WHIRLER Intermediates SS304 Automatic Bottom Discharge Centrifuge
- Install Pharmaceutical SS410 Industrial Top Discharge Basket Centrifuge
- Repair Pharmaceutical HALAR Coated Continuous Bottom Discharge Basket Centrifuge
- Novel Food SS904L Industrial Bottom Discharge Centrifuge
- Novel Food SS904L Industrial Bottom Discharge Centrifuge
- Repair Fine Chemicals SS316L Manual Top Discharge Vertical Basket Centrifuge
- Install Intermediates Stainless Steel High Capacity Bag Pulling Basket Centrifuge
- Repair Food SS430 Laboratory Bag Pulling Centrifuge
- Service Petrochemical HALAR Coated Self Cleaning Bag Pulling Basket Centrifuge
- Novel Food SS316L Manual Lifting Bag Centrifuge
- WHIRLER Petrochemical HALAR Coated Automatic Lifting Bag Vertical Basket Centrifuge
- Trial Gas SS316L High Capacity Manual Basket Centrifuge
- New Refinery SS904L High Capacity Bag Pulling Centrifuge
- WHIRLER Chemical SS904L High Performance Lifting Bag Basket Centrifuge
- Service Water Treatment SS316 Continuous Lifting Bag Vertical Basket Centrifuge
- Novel Beverage SS316L Self Cleaning Lifting Bag Basket Centrifuge
- Service GMP Stainless Steel Continuous Manual Vertical Basket Centrifuge
- Service GMP Stainless Steel Continuous Manual Vertical Basket Centrifuge
- Trial Beverage SS316L Self Cleaning Bag Pulling Centrifuge
- WHIRLER Water Treatment SS316 Self Cleaning Manual Centrifuge
- WCPL Bulk Chemicals SS316L Pilot Manual Vertical Basket Centrifuge
- Novel GMP HALAR Coated High Capacity Top Discharge Basket Centrifuge
- Service GMP HALAR Coated High Performance Manual Basket Centrifuge
- Repair Oil SS904L Continuous Bottom Discharge Vertical Basket Centrifuge
- Novel GMP HALAR Coated Self Cleaning Bag Pulling Basket Centrifuge
- Trial Intermediates Rubber Line Manual Bag Pulling Basket Centrifuge
- Trial Fine Chemicals Rubber Line Manual Centrifuge
- Repair Wastewater Treatment Rubber Line High Capacity Top Discharge Vertical Basket Centrifuge
- New Food Rubber Line Self Cleaning Manual Vertical Basket Centrifuge
- Service Intermediates SS430 Pilot Lifting Bag Centrifuge
- Novel GMP HALAR Coated Laboratory Bottom Discharge Vertical Basket Centrifuge
- New Water Treatment SS316 Self Cleaning Bag Pulling Basket Centrifuge
- Service Gas SS430 Pilot Bag Pulling Centrifuge
- Novel Dye Stainless Steel Laboratory Lifting Bag Centrifuge
- Repair Pharmaceutical SS410 High Capacity Lifting Bag Centrifuge
- Trial Refinery SS304 Automatic Top Discharge Vertical Basket Centrifuge
- Novel Petrochemical Stainless Steel High Capacity Manual Basket Centrifuge
- Service Refinery Stainless Steel High Performance Manual Centrifuge
- Trial Gas HALAR Coated High Performance Top Discharge Vertical Basket Centrifuge
- Novel Dye SS316L Automatic Lifting Bag Basket Centrifuge
- Novel Dye SS316L Automatic Lifting Bag Basket Centrifuge
- Repair Fine Chemicals SS316L Laboratory Top Discharge Centrifuge
- Service Water Treatment SS316L High Capacity Lifting Bag Vertical Basket Centrifuge
- WHIRLER Refinery SS304 High Capacity Bag Pulling Vertical Basket Centrifuge
- New Wastewater Treatment SS316 High Capacity Lifting Bag Vertical Basket Centrifuge
- WHIRLER Oil SS430 Pilot Top Discharge Vertical Basket Centrifuge
- Service Bulk Chemicals HALAR Coated Manual Bag Pulling Basket Centrifuge
- New Fine Chemicals SS316 Industrial Top Discharge Basket Centrifuge
- New Fine Chemicals SS304 Automatic Top Discharge Vertical Basket Centrifuge
- Install Wastewater Treatment SS410 High Capacity Bottom Discharge Centrifuge
- WCPL Wastewater Treatment Stainless Steel Self Cleaning Top Discharge Centrifuge
- New Water Treatment Stainless Steel Pilot Manual Basket Centrifuge
- WHIRLER Water Treatment HALAR Coated Pilot Bag Pulling Basket Centrifuge
- Novel Wastewater Treatment SS410 Pilot Bag Pulling Vertical Basket Centrifuge
- Repair Beverage SS316 Continuous Bag Pulling Basket Centrifuge
- WHIRLER Cosmetic SS904L Self Cleaning Bottom Discharge Basket Centrifuge
- Install Water Treatment SS304 Industrial Manual Vertical Basket Centrifuge
- Novel Petrochemical SS904L Self Cleaning Bottom Discharge Basket Centrifuge
- Install Refinery HALAR Coated Laboratory Bag Pulling Vertical Basket Centrifuge
- Repair Petrochemical SS904L Automatic Bottom Discharge Centrifuge
- Install Dye SS430 High Capacity Bag Pulling Basket Centrifuge
- Novel Wastewater Treatment SS316 Continuous Bag Pulling Centrifuge
- WHIRLER Refinery HALAR Coated High Performance Lifting Bag Vertical Basket Centrifuge
- WCPL Wastewater Treatment SS316 Manual Basket Centrifuge
- WHIRLER Petrochemical SS430 High Capacity Top Discharge Basket Centrifuge
- Trial Bulk Chemicals Rubber Line Continuous Bottom Discharge Centrifuge
- Sludge Dewatering Machine
- New Cooling Towers SS304 Industrial Continuous Self Cleaning Screw Press
- New Rubber Industry SS904L Pilot High Efficiency Dewatering Screw Press
- Used Chemicals Hastelloy C276 Industrial High Capacity STP Screw Press
- Used Oil & Gas SS904L Laboratory Low Maintenance Sludge Screw Press
- Trial Engineering SS316 Laboratory Continuous STP Screw Press
- Trial Engineering SS316 Laboratory Continuous STP Screw Press
- Trial Hospitality Hastelloy C276 Industrial High Efficiency Screw Press
- Trial Food & Beverages SS430 Laboratory High Efficiency Self Cleaning Screw Press
- Repair Wood & Handicrafts SS304 Industrial Low Maintenance Screw Press
- New Power Plants Hastelloy C276 Laboratory Manual Screw Press
- Trial Rubber Industry Hastelloy C276 Pilot Energy Efficient Screw Press
- Used Cooling Towers Hastelloy C276 Pilot High Capacity Self Cleaning Screw Press
- New Hospitality Hastelloy C276 Industrial Manual Multi Disc Screw Press
- Repair Hospitals SS430 Laboratory Continuous Self Cleaning Screw Press
- Used Dairy Hastelloy C276 Pilot Energy Efficient Multi Disc Screw Press
- New Petro Chemical industries SS410 Laboratory Continuous Screw Press
- New Petro Chemical industries SS410 Laboratory Continuous Screw Press
- Trial Paper & Pulp SS316 Industrial High Capacity Self Cleaning Screw Press
- Used Chemical SS316 Industrail Energy Efficient Dewatering Screw Press
- Trial Fertilizers SS410 Industrail Low Maintenance Screw Press
- New Commercial Applications SS321 Industrial Energy Efficient Multi Disc Screw Press
- New Plastic SS430 Industrail Continuous ETP Screw Press
- Used Railway SS321 Laboratory Self Cleaning Screw Press
- WHIRLER Petro SS304 Pilot Maintainable Dewatering Screw Press
- WHIRLER Petro SS304 Pilot Maintainable Dewatering Screw Press
- Service Power SS430 ETP Continuous Dewatering Screw Press
- Novel Engineering SS316 Laboratory Efficiency ETP Screw Press
- Novel Engineering SS316 Laboratory Efficiency ETP Screw Press
- WHIRLER Sugar SS410 Industrial Automatic Dewatering Screw Press
- Service Textiles SS316L ETP Efficient Dewatering Screw Press
- WCPL Gas SS410 Pilot Automatic ETP Screw Press
- Repair Pharmaceuticals SS904L STP Automatic Sludge Screw Press
- Repair Distillery SS316L ETP Manual Self Cleaning Screw Press
- New Plants SS410 Industrial Efficiency Dewatering Screw Press
- Novel Cooling SS316 STP Efficiency Sludge Screw Press
- Trial Towers SS304 Industrial Maintainable Sludge Screw Press
- New Agriculture SS316 CETP Maintainable Multi Disc Screw Press
- WHIRLER Beverages SS430 CETP Continuous ETP Screw Press
- Novel Hospitals SS304 STP Automatic Dewatering Screw Press
- Repair Sugar SS304 STP Manual Multi Disc Screw Press
- Repair Effluent SS304 Industrial Draining Sludge Centrifuge
- WHIRLER Sewage SS304 Continuous Draining Sludge Decanter
- WHIRLER STP SS304 Automatic Draining Sludge Belt Press
- Service ETP SS304 Self Cleaning Dehydrating Sludge Filter Press
- Service ETP SS316 Continuous Dewatering Sludge Filter Press
- New STP SS316 Self Cleaning Dewatering Sludge Decanter
- New ETP SS316 Continuous Dewatering Sludge Decanter
- Install ETP SS316 Industrial Dewatering Sludge Decanter
- WCPL CETP SS304 Continuous Draining Sludge Decanter
- Repair Effluent SS304 Automatic Dewatering Sludge Centrifuge
- WCPL Sewage SS316 Continuous Draining Sludge Press
- WHIRLER CETP SS304 Industrial Dewatering Sludge Belt Press
- Install Effluent SS304 Continuous Drying Sludge Filter Press
- Novel Effluent SS316 Continuous Drying Sludge Screw Press
- WHIRLER Sewage SS316 Automatic Dehydrating Sludge Centrifuge
- Install CETP SS304 Automatic Drying Sludge Centrifuge
- WHIRLER Effluent SS316 Industrial Dehydrating Sludge Filter Press
- Install CETP SS304 Automatic Dewatering Sludge Centrifuge
- New ETP SS304 Continuous Drying Sludge Screw Press
- Install CETP SS304 Continuous Drying Sludge Filter Press
- Novel Effluent SS304 Self Cleaning Draining Sludge Screw Press
- Repair Effluent SS304 Industrial Draining Sludge Filter Press
- Repair Effluent SS304 Industrial Draining Sludge Filter Press
- Service CETP SS304 Industrial Dehydrating Sludge Screw Press
- Novel ETP SS316 Self Cleaning Dewatering Sludge Belt Press
- New ETP SS316 Self Cleaning Dewatering Sludge Decanter
- Install STP SS304 Continuous Dehydrating Sludge Filter Press
- Trial STP SS316 Automatic Dehydrating Sludge Filter Press
- Trial ETP SS304 Automatic Dehydrating Sludge Centrifuge
- Novel Effluent SS316 Continuous Draining Sludge Press
- New STP SS304 Automatic Dewatering Sludge Filter Press
- WCPL Sewage SS316 Industrial Dewatering Sludge Press
- WHIRLER Effluent SS316 Industrial Draining Sludge Filter Press
- New CETP SS304 Continuous Drying Sludge Decanter
- New Sewage SS316 Continuous Draining Sludge Press
- WHIRLER ETP SS304 Industrial Drying Sludge Screw Press
- Install ETP SS316 Industrial Draining Sludge Filter Press
- Trial CETP SS316 Industrial Draining Sludge Decanter
- WHIRLER ETP SS304 Industrial Draining Sludge Screw Press
- Service CETP SS304 Automatic Dewatering Sludge Screw Press
- WCPL Effluent SS304 Industrial Draining Sludge Filter Press
- Novel ETP SS316 Industrial Draining Sludge Press
- WHIRLER Effluent SS304 Continuous Drying Sludge Press
- Service ETP SS316 Automatic Draining Sludge Decanter
- WHIRLER ETP SS304 Continuous Dewatering Sludge Screw Press
- WHIRLER CETP SS304 Industrial Draining Sludge Centrifuge
- Novel ETP SS304 Self Cleaning Dewatering Sludge Decanter
- Install Effluent SS304 Continuous Draining Sludge Press
- WCPL Effluent SS316 Industrial Drying Sludge Centrifuge
- New Effluent SS316 Industrial Dehydrating Sludge Belt Press
- Trial STP SS304 Continuous Drying Sludge Belt Press
- Install CETP SS316 Continuous Draining Sludge Screw Press
- New Effluent SS316 Automatic Draining Sludge Press
- Novel Sewage SS304 Industrial Drying Sludge Screw Press
- WHIRLER Effluent SS316 Continuous Drying Sludge Decanter
- Repair STP SS316 Continuous Dehydrating Sludge Filter Press
- Install STP SS304 Automatic Dehydrating Sludge Belt Press
- Repair STP SS316 Automatic Dewatering Sludge Press
- Trial STP SS304 Continuous Dehydrating Sludge Screw Press
- New CETP SS304 Continuous Draining Sludge Decanter
- Novel Effluent SS304 Self Cleaning Dehydrating Sludge Decanter
- Repair ETP SS304 Self Cleaning Dewatering Sludge Decanter
- New Sewage SS304 Industrial Dehydrating Sludge Decanter
- Repair Sewage SS304 Industrial Dewatering Sludge Belt Press
- Service CETP SS304 Continuous Dehydrating Sludge Screw Press
- Service Effluent SS316 Self Cleaning Draining Sludge Filter Press
- WCPL Sewage SS304 Continuous Draining Sludge Filter Press
- Novel ETP SS304 Self Cleaning Dewatering Sludge Belt Press
- WHIRLER CETP SS316 Continuous Dehydrating Sludge Belt Press
- Novel Sewage SS316 Self Cleaning Draining Sludge Centrifuge
- Repair Sewage SS316 Automatic Dewatering Sludge Screw Press
- WCPL ETP SS316 Continuous Dewatering Sludge Press
- New Effluent SS316 Industrial Dehydrating Sludge Screw Press
- WCPL ETP SS304 Self Cleaning Dehydrating Sludge Decanter
- Trial STP SS304 Continuous Dewatering Sludge Filter Press
- Install ETP SS316 Self Cleaning Draining Sludge Decanter
- Novel Sewage SS316 Automatic Drying Sludge Screw Press
- Service CETP SS316 Continuous Drying Sludge Decanter
- Install CETP SS304 Automatic Dewatering Sludge Filter Press
- New CETP SS316 Automatic Drying Sludge Screw Press
- WCPL CETP SS304 Industrial Dehydrating Sludge Decanter
- WCPL STP SS304 Automatic Drying Sludge Screw Press
- New ETP SS316 Continuous Draining Sludge Screw Press
- WHIRLER Effluent SS316 Self Cleaning Dehydrating Sludge Belt Press
- Trial ETP SS316 Automatic Dehydrating Sludge Belt Press
- Service STP SS316 Industrial Draining Sludge Filter Press
- Novel Effluent SS316 Automatic Drying Sludge Belt Press
- WHIRLER ETP SS304 Industrial Drying Sludge Filter Press
- Repair CETP SS304 Industrial Dewatering Sludge Centrifuge
- WCPL Sewage SS304 Continuous Drying Sludge Press
- Install STP SS304 Automatic Dewatering Sludge Filter Press
- WHIRLER CETP SS316 Continuous Dewatering Sludge Belt Press
- Service Effluent SS316 Self Cleaning Dehydrating Sludge Filter Press
- Trial STP SS316 Self Cleaning Dewatering Sludge Decanter
- Novel CETP SS304 Industrial Drying Sludge Decanter
- Install CETP SS316 Industrial Draining Sludge Centrifuge
- Install Sewage SS304 Continuous Dehydrating Sludge Filter Press
- Novel STP SS316 Automatic Dewatering Sludge Press
- Novel Effluent SS316 Industrial Draining Sludge Belt Press
- Novel ETP SS304 Industrial Dehydrating Sludge Centrifuge
- Trial ETP SS316 Industrial Draining Sludge Screw Press
- WHIRLER CETP SS304 Self Cleaning Drying Sludge Decanter
- WHIRLER CETP SS304 Self Cleaning Drying Sludge Decanter
- WHIRLER Sewage SS304 Continuous Dehydrating Sludge Press
- New ETP SS316 Continuous Draining Sludge Decanter
- WCPL Effluent SS304 Continuous Drying Sludge Belt Press
- New Effluent SS304 Industrial Drying Sludge Press
- Novel ETP SS304 Industrial Drying Sludge Belt Press
- WCPL CETP SS316 Continuous Drying Sludge Belt Press
- New CETP SS316 Continuous Drying Sludge Press
- Novel ETP SS316 Self Cleaning Dewatering Sludge Decanter
- New Effluent SS304 Continuous Dewatering Sludge Centrifuge
- Trial CETP SS304 Self Cleaning Dehydrating Sludge Centrifuge
- Trial Effluent SS316 Self Cleaning Dehydrating Sludge Belt Press
- WHIRLER STP SS316 Continuous Drying Sludge Belt Press
- Trial Cardboard SS430 STP Capable Multi Disc Screw Press
- WCPL Waste Management SS410 Laboratory Capable ETP Screw Press
- Repair Industries SS904L Laboratory Efficient Self Cleaning Screw Press
- Service Wood SS316 Pilot Efficiency Self Cleaning Screw Press
- New Aquaculture SS904L Laboratory Maintainable ETP Screw Press
- Service Sugar SS316L STP Automatic Multi Disc Screw Press
- WHIRLER Waste Management SS304 ETP Efficiency STP Screw Press
- Trial Sugar SS304 Pilot Manual Sludge Screw Press
- Novel Mining SS904L STP Capable Screw Press
- Novel Agriculture SS410 CETP Automatic STP Screw Press
- New Sugar SS316 ETP Maintainable Screw Press
- Repair Residential SS316L STP Efficiency ETP Screw Press
- Service Electronics SS316L CETP Maintainable Self Cleaning Screw Press
- New Gas SS316L STP Efficient ETP Screw Press
- Repair Plants SS304 ETP Efficiency Dewatering Screw Press
- Trial Construction SS430 ETP Maintainable Self Cleaning Screw Press
- Novel Pulp SS410 ETP Efficiency Multi Disc Screw Press
- Corn Enzyme-Treated Starch Manual Washing Refining Plant
- Corn Enzyme-Treated Starch Manual Washing Refining Plant
- Potato Cross-Linked Starch Industrial Extraction Production Unit
- Sago Starch-Based Bioplastics Manual Milling Refining Plant
- Rice Dextrin Continuous Packaging Extraction Unit
- Cassava Resistant Starch Pilot Packaging Extraction Unit
- Corn Starch Ether Laboratory Stabilization Processing Unit
- Tapioca Glucose Syrup Continuous Grinding Processing Plant
- Sago Starch-Based Bioplastics High Performance Milling Production Plant
- Potato Starch Syrup Continuous Milling Processing Unit
- Sago Dextrin Manual Screening Plant
- Cassava Maltodextrin High Performance Milling Refining Unit
- Maize Resistant Starch Automatic Extraction Refining Plant
- Rice High-Fructose Corn Syrup Manual Milling Extraction Unit
- Tapioca Native Starch Laboratory Grinding Extraction Unit
- Sago Starch Syrup Continuous Extraction Processing Plant
- Sago Starch Syrup Continuous Extraction Processing Plant
- Sago Starch Syrup Continuous Extraction Processing Plant
- Sago Starch Syrup Continuous Extraction Processing Plant
- Sago Starch Syrup Continuous Extraction Processing Plant
- Tapioca Modified Starch Laboratory Stabilization Extraction Unit
- Maize Oxidized Starch Manual Screening Extraction Unit
- Wheat Starch-Based Adhesives Continuous Homogenization Plant
- Maize Starch-Based Bioplastics Industrial Separation Processing Plant
- Corn Pregelatinized Starch Pilot Centrifugation Manufacturing Unit
- Rice Starch Ether Automatic Evaporation Extraction Plant
- Rice Dextrin Manual Grinding Production Unit
- Sago Starch Ether Automatic Evaporation Extraction Unit
- Tapioca Acid-Thinned Starch Continuous Concentration Manufacturing Unit
- Wheat Starch-Based Bioplastics Manual Evaporation Processing Plant
- Maize Cross-Linked Starch High Capacity Packaging Refining Plant
- Cassava High-Fructose Corn Syrup Industrial Crystallization Refining Unit
- Potato Starch Ester High Performance Homogenization Plant
- Maize Resistant Starch Manual Concentration Refining Plant
- Rice Cross-Linked Starch Automatic Stabilization Production Plant
- Wheat Cross-Linked Starch Pilot Drying Manufacturing Plant
- Corn Starch-Based Adhesives High Capacity Screening Manufacturing Unit
- Potato Dextrin Continuous Concentration Manufacturing Unit
- Maize Acid-Thinned Starch Industrial Screening Extraction Plant
- Rice Glucose Syrup High Capacity Filtration Processing Unit
- Maize Starch-Based Coatings High Capacity Refining Processing Plant
- Tapioca Resistant Starch Industrial Concentration Refining Plant
- Wheat Starch Ester Continuous Homogenization Extraction Plant
- Corn Starch Ether High Performance Milling Plant
- Corn Enzyme-Treated Starch High Capacity Homogenization Refining Plant
- Potato Hydrolyzed Starch High Performance Crystallization Extraction Plant
- Corn Cyclodextrin Pilot Evaporation Processing Unit
- Rice Resistant Starch Manual Drying Refining Unit
- Potato Cross-Linked Starch High Performance Milling Manufacturing Plant
- Tapioca Hydrolyzed Starch Automatic Refining Extraction Plant
- Sago Native Starch Industrial Screening Processing Plant
- Sago Dextrin High Capacity Stabilization Production Unit
- Maize Enzyme-Treated Starch Pilot Concentration Extraction Plant
- Cassava Native Starch Manual Extraction Plant
- Cassava Native Starch Manual Extraction Plant
- Maize Maltodextrin Pilot Filtration Manufacturing Plant
- Corn Modified Starch Laboratory Grinding Manufacturing Unit
- Tapioca Oxidized Starch High Capacity Packaging Plant
- Cassava Starch Ether Pilot Centrifugation Processing Unit
- Potato Cross-Linked Starch Industrial Purification Refining Plant
- potato starch-based adhesives Manual Screening Plant
- Maize Maltodextrin Laboratory Purification Extraction Unit
- Sago Cross-Linked Starch Industrial Concentration Production Plant
- Tapioca Native Starch Manual Centrifugation Extraction Unit
- Sago Modified Starch Pilot Filtration Processing Plant
- Corn Hydrolyzed Starch Continuous Separation Extraction Plant
- Corn Starch-Based Adhesives High Performance Packaging Manufacturing Unit
- Corn Starch-Based Adhesives High Performance Packaging Manufacturing Unit
- Maize Cyclodextrin High Performance Homogenization Refining Plant
- Sago Starch-Based Adhesives High Capacity Drying Production Plant
- Potato Cyclodextrin Industrial Screening Refining Plant
- Tapioca Maltodextrin Manual Drying Production Plant
- Wheat Glucose Syrup Laboratory Stabilization Processing Unit
- Cassava Native Starch Industrial Refining Extraction Unit
- Wheat Native Starch Laboratory Drying Manufacturing Unit
- Cassava Modified Starch High Performance Concentration Extraction Plant
- Tapioca Dextrin Pilot Purification Processing Plant
- Tapioca Acid-Thinned Starch High Capacity Centrifugation Plant
- Cassava Resistant Starch Continuous Refining Extraction Unit
- Sago Acid-Thinned Starch Industrial Drying Extraction Unit
- Tapioca Starch Syrup Manual Milling Processing Plant
- Maize Starch Ether High Performance Crystallization Extraction Plant
- Rice Maltodextrin Manual Milling Refining Unit
- Sago Glucose Syrup High Performance Milling Extraction Plant
- Sago Starch-Based Bioplastics Laboratory Centrifugation Production Plant
- Cassava Acid-Thinned Starch High Performance Homogenization Production Unit
- Maize Acid-Thinned Starch Pilot Grinding Plant
- Potato Oxidized Starch High Capacity Stabilization Processing Plant
- Rice Oxidized Starch High Performance Evaporation Extraction Plant
- Corn Hydrolyzed Starch Manual Concentration Manufacturing Unit
- Potato High-Fructose Corn Syrup Automatic Filtration Production Unit
- Sago Glucose Syrup Laboratory Packaging Production Unit
- Cassava Starch-Based Coatings Continuous Extraction Refining Unit
- Tapioca Starch-Based Coatings High Capacity Separation Refining Plant
- Wheat Starch-Based Coatings Pilot Filtration Manufacturing Plant
- wheat starch ester Automatic Washing Extraction Unit
- Wheat Hydrolyzed Starch High Capacity Drying Refining Plant
- Cassava Modified Starch High Performance Filtration Manufacturing Unit
- Corn Starch Ether Continuous Purification Processing Unit
- Rice Resistant Starch High Capacity Drying Extraction Unit
- Tapioca Starch Ether High Performance Packaging Extraction Unit
- Tapioca Dextrin High Performance Homogenization Manufacturing Plant
- Sago Glucose Syrup Industrial Refining Manufacturing Unit
- Wheat Pregelatinized Starch Automatic Separation Plant
- Sago Maltodextrin Industrial Evaporation Extraction Plant
- Cassava Glucose Syrup Manual Centrifugation Extraction Unit
- Cassava Cross-Linked Starch Manual Filtration Processing Plant
- Maize Native Starch High Performance Refining Production Unit
- Potato Resistant Starch High Capacity Crystallization Processing Plant
- Maize Glucose Syrup Laboratory Evaporation Extraction Unit
- Corn High-Fructose Corn Syrup Continuous Stabilization Extraction Unit
- Wheat Acid-Thinned Starch Pilot Extraction Refining Plant
- Potato Pregelatinized Starch High Performance Crystallization Extraction Unit
- Maize Resistant Starch Manual Separation Extraction Plant
- Corn Starch Syrup Manual Purification Production Plant
- Cassava Starch-Based Adhesives Laboratory Crystallization Refining Unit
- Corn Oxidized Starch High Performance Screening Manufacturing Plant
- Tapioca Starch-Based Adhesives High Capacity Purification Production Unit
- Maize Pregelatinized Starch Laboratory Packaging Production Plant
- Maize Modified Starch High Capacity Grinding Refining Unit
- Sago Enzyme-Treated Starch High Capacity Centrifugation Extraction Unit
- Tapioca Starch-Based Coatings Continuous Separation Manufacturing Plant
- Cassava Starch Ether Pilot Drying Extraction Plant
- Maize Modified Starch Industrial Screening Production Unit
- Rice Starch Ether Laboratory Purification Production Unit
- Wheat Modified Starch High Performance Screening Processing Unit
- Corn Starch Ether Automatic Crystallization Production Plant
- Maize Starch Syrup High Performance Evaporation Production Plant
- rice maltodextrin Continuous Screening Processing Plant
- Potato Modified Starch Laboratory Packaging Plant
- Rice Starch Ether High Capacity Refining Manufacturing Unit
- Tapioca Glucose Syrup High Performance Separation Plant
- Sago Starch-Based Bioplastics High Capacity Homogenization Production Unit
- Sago Modified Starch Automatic Evaporation Plant
- Corn Cross-Linked Starch Industrial Milling Production Unit
- Sago Maltodextrin Continuous Purification Production Plant
- sago glucose syrup Manual Evaporation Refining Unit
- Maize Acid-Thinned Starch Manual Purification Processing Plant
- maize maltodextrin High Capacity Refining Extraction Plant
- Maize Maltodextrin High Capacity Refining Extraction Plant
- Potato Hydrolyzed Starch Continuous Grinding Plant
- Maize Acid-Thinned Starch High Capacity Packaging Manufacturing Unit
- Maize Native Starch Automatic Purification Production Unit
- Rice Starch Ether High Performance Stabilization Manufacturing Plant
- Sago Starch Ester Manual Packaging Plant
- Sago Starch Ester Manual Packaging Plant
- Potato Resistant Starch Laboratory Grinding Processing Plant
- Tapioca Modified Starch High Performance Grinding Manufacturing Plant
- Wheat Maltodextrin Automatic Washing Refining Plant
- Cassava Maltodextrin High Performance Packaging Processing Unit
- Tapioca Starch Syrup Continuous Milling Refining Unit
- cassava cross-linked starch Manual Stabilization Production Plant
- tapioca high-fructose corn syrup Industrial Evaporation Processing Plant
- Corn Cross-Linked Starch Manual Stabilization Production Plant
- Tapioca Acid-Thinned Starch Industrial Crystallization Production Plant
- wheat glucose syrup Laboratory Milling Processing Unit
- Rice Starch Syrup Pilot Screening Manufacturing Unit
- Potato Glucose Syrup High Performance Washing Extraction Plant
- Sago Modified Starch Industrial Centrifugation Refining Unit
- Maize Cross-Linked Starch Laboratory Screening Extraction Unit
- Maize Glucose Syrup Industrial Filtration Plant
- sago starch-based bioplastics Laboratory Packaging Production Unit
- Sago Resistant Starch Pilot Washing Refining Unit
- Corn Cyclodextrin Automatic Drying Extraction Plant
- Corn Enzyme-Treated Starch High Capacity Homogenization Extraction Plant
- Corn Modified Starch Continuous Purification Refining Unit
- Corn High-Fructose Corn Syrup Manual Stabilization Processing Plant
- Potato Dextrin High Capacity Homogenization Plant
- Cassava Starch-Based Adhesives High Capacity Washing Production Unit
- tapioca starch ether Continuous Crystallization Refining Plant
- wheat resistant starch High Capacity Packaging Extraction Unit
- Wheat Maltodextrin High Capacity Drying Extraction Plant
- corn native starch Laboratory Washing Extraction Unit
- Corn Enzyme-Treated Starch Continuous Drying Extraction Unit
- sago modified starch High Performance Extraction Extraction Plant
- Corn Starch-Based Bioplastics Continuous Washing Processing Plant
- Maize Dextrin Laboratory Stabilization Refining Plant
- Potato Glucose Syrup Industrial Stabilization Production Unit
- Sago Dextrin High Capacity Screening Production Unit
- Tapioca High-Fructose Corn Syrup Automatic Homogenization Processing Plant
- Rice Glucose Syrup Pilot Crystallization Production Plant
- Corn Starch-Based Adhesives Continuous Extraction Processing Plant
- maize maltodextrin Manual Concentration Refining Unit
- Maize Native Starch Continuous Centrifugation Manufacturing Unit
- Maize Starch Ether High Capacity Extraction Production Plant
- Wheat High-Fructose Corn Syrup High Performance Washing Production Plant
- Wheat Starch-Based Bioplastics Automatic Centrifugation Manufacturing Unit
- Maize Oxidized Starch Automatic Purification Processing Plant
- Wheat Hydrolyzed Starch Continuous Screening Manufacturing Plant
- Tapioca Resistant Starch Manual Purification Plant
- Potato Pregelatinized Starch High Capacity Evaporation Plant
- Wheat Maltodextrin Manual Centrifugation Refining Unit
- Corn Maltodextrin Continuous Screening Processing Unit
- Maize Starch-Based Coatings Manual Milling Production Plant
- Corn Starch Syrup High Capacity Packaging Refining Plant
- wheat cyclodextrin High Performance Grinding Refining Unit
- Wheat Acid-Thinned Starch High Capacity Separation Manufacturing Plant
- Sago Hydrolyzed Starch High Performance Packaging Manufacturing Unit
- Cassava Starch-Based Coatings Manual Evaporation Processing Unit
- Potato Glucose Syrup Automatic Crystallization Processing Plant
- Maize Resistant Starch Industrial Packaging Manufacturing Plant
- Potato Pregelatinized Starch Industrial Separation Production Plant
- Cassava Starch-Based Adhesives Manual Evaporation Processing Unit
- Potato Acid-Thinned Starch Manual Extraction Manufacturing Plant
- Rice Cyclodextrin Pilot Grinding Production Unit
- Corn Starch Ester Manual Milling Processing Plant
- corn glucose syrup Automatic Washing Processing Plant
- Maize Starch-Based Bioplastics Continuous Drying Plant
- Corn Starch-Based Bioplastics Continuous Milling Production Unit
- Cassava High-Fructose Corn Syrup Automatic Grinding Extraction Unit
- corn starch syrup High Performance Evaporation Production Plant
- Sago High-Fructose Corn Syrup Continuous Crystallization Production Plant
- Corn Pregelatinized Starch Continuous Homogenization Production Plant
- Potato Cyclodextrin Pilot Centrifugation Refining Plant
- Tapioca Starch-Based Coatings Continuous Screening Processing Unit
- Rice Dextrin High Performance Filtration Refining Plant
- Tapioca Oxidized Starch High Capacity Washing Production Plant
- Cassava Starch Ether Automatic Grinding Extraction Plant
- Cassava Cyclodextrin Manual Extraction Processing Plant
- Cassava Modified Starch Industrial Separation Extraction Plant
- Cassava High-Fructose Corn Syrup (HFCS) Automatic Concentration Refining Unit
- Sago Starch-Based Bioplastics Laboratory Screening Plant
- Potato Starch-Based Coatings High Capacity Evaporation Production Unit
- Wheat Starch-Based Adhesives High Performance Extraction Production Unit
- Sago Oxidized Starch Pilot Screening Extraction Plant
- Cassava Starch-Based Coatings Industrial Separation Processing Unit
- Sago Starch Ester Industrial Centrifugation Refining Unit
- Rice Resistant Starch Continuous Homogenization Production Unit
- Tapioca Starch Ether Manual Homogenization Refining Unit
- Potato Starch-Based Bioplastics Continuous Milling Manufacturing Plant
- Corn Enzyme-Treated Starch Manual Drying Manufacturing Unit
- Tapioca Oxidized Starch Automatic Packaging Processing Plant
- Potato Acid-Thinned Starch High Performance Screening Refining Unit
- Wheat Acid-Thinned Starch Manual Separation Manufacturing Plant
- Potato High-Fructose Corn Syrup Pilot Concentration Production Plant
- Sago Glucose Syrup Manual Washing Refining Plant
- Wheat Acid-Thinned Starch Laboratory Concentration Manufacturing Plant
- Sago Hydrolyzed Starch Automatic Drying Production Unit
- Maize Starch Ester Laboratory Packaging Production Unit
- Potato Starch Syrup High Performance Crystallization Refining Unit
- Potato Starch Ester Manual Filtration Refining Unit
- Potato Starch Ester Manual Filtration Refining Unit
- Sago Starch Ether Automatic Extraction Plant
- Cassava Dextrin Pilot Stabilization Extraction Unit
- cassava starch-based coatings Continuous Milling Production Unit
- Wheat Native Starch Continuous Filtration Processing Unit
- Corn Oxidized Starch High Performance Refining Manufacturing Plant
- Corn Hydrolyzed Starch Laboratory Screening Production Unit
- Rice Starch-Based Adhesives Pilot Evaporation Extraction Plant
- rice starch syrup Pilot Separation Manufacturing Unit
- Potato Cyclodextrin Pilot Washing Manufacturing Plant
- tapioca starch syrup High Performance Stabilization Refining Unit
Most Popular Products




- Home
- Products
- Vacuum Pump
- New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System
New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System


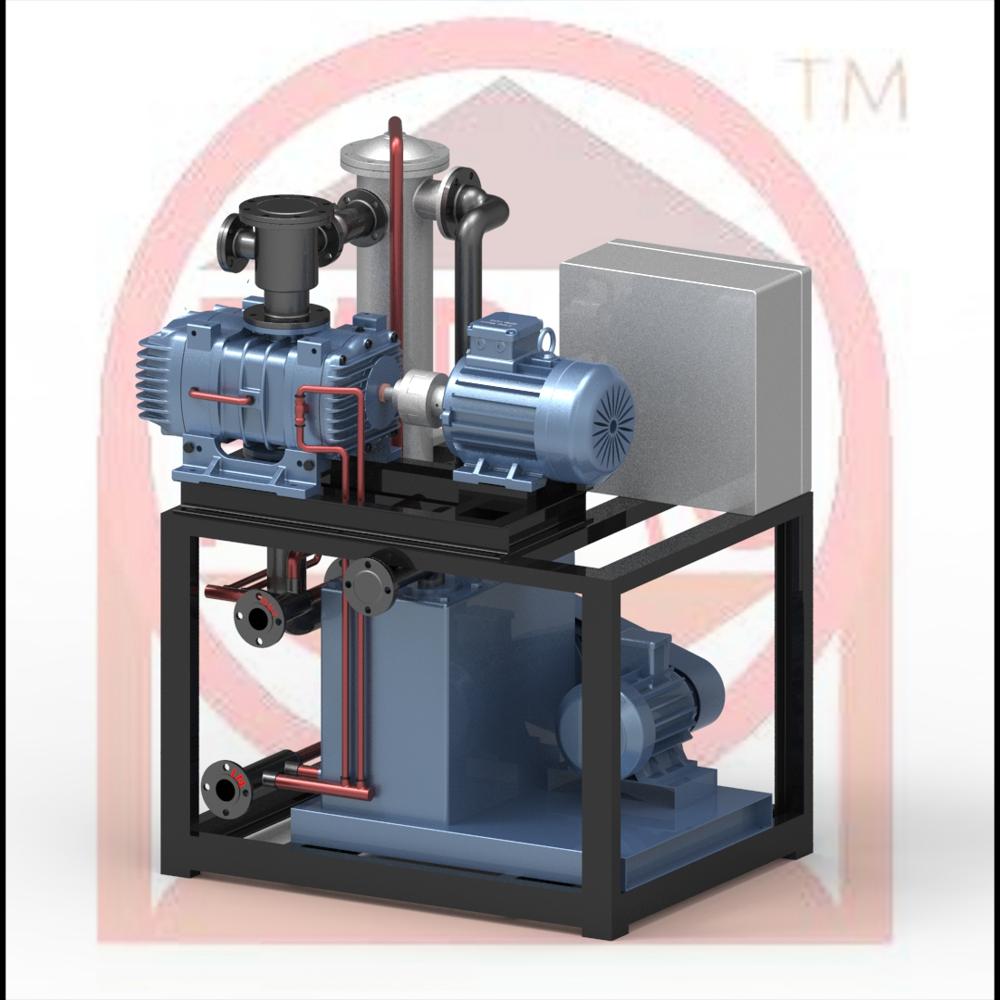



New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System Specification
- Head Size
- Highly customizable, up to process requirement
- Control System
- PLC/Digital Panel/Manual Switch
- Features
- High Recovery Efficiency, Low Maintenance, Compact Design, Energy Efficient
- Working Temperature
- 5C-60C
- Speed
- 1450 rpm / 2880 rpm
- Max Suction
- Up to 0.5 mbar (absolute)
- Mounting Type
- Floor Mounted, Skid Type
- Discharge Pressure
- Up to 0.1 bar (absolute)
- Theory
- Vacuum Pump, Vacuum Booster System, Vacuum Booster System
- Frequency
- 50Hz/60Hz
- Caliber
- DN65/DN80/DN100 (Customizable)
- Flow Rate
- 300 to 5000 m3/h
- Inlet/Outlet
- DN50/DN80/DN100 (Customizable)
- Fuel Tank Capacity
- Not Applicable (Electric Driven)
- Noise Level
- 75 dB(A)
- Voltage
- 380V/415V, 3 Phase, 50Hz/60Hz
- Material
- Stainless Steel/ Cast Iron/ Carbon Steel
- Structure
- Air Cooled Modular Skid Mounted System, Skid Mounted Modular Unit
- Power
- 5-75 kW, 5-75 kW
- Standard
- ISO, CE Certified
- Fuel Type
- Electric, Electric
- Pressure
- Atmospheric to -0.098 MPa, -100 kPa to atmospheric
- Usage
- Solvent Recovery, Chemical Processing, Industrial Vacuum Applications, Solvent Recovery, Industrial Vacuum, Chemical, Pharmaceutical
- Application
- Pharmaceutical, Chemical, Oil & Gas, Petrochemical, Food & Beverage, Chemical Solvent Recovery, Industrial Distillation, Process Vacuum
- Suction Type
- Vacuum Suction
- Seals Type
- Mechanical Seal / Oil Seal
- Priming
- Self Priming
- Pump Type
- Rotary Vane/Roots Vacuum Booster, Vacuum Booster with Roots Pump
- Capacity
- 300-5000 m3/h
- Service Life
- > 10 years
- Operation Mode
- Continuous/Intermittent
- Safety Protection
- Overload, Overheat, High-Pressure Protection
- Connection Type
- Flanged/Threaded
- Vacuum Stage
- Single or Multi-Stage
- Installation
- Plug & Play Skid Unit
- Communication Interface
- RS485/Modbus (Optional)
- Startup Mode
- Soft Start/Direct
- Lubrication
- Oil-Free
- Cooling Method
- Air Cooled Booster & Roots Pump
- Recovery Efficiency
- Up to 99%
- Ambient Temperature
- -5C to 45C
New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System Trade Information
- Minimum Order Quantity
- 1 Unit
- Main Domestic Market
- Gujarat
About New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System
This new Solvent Recovery Air-Cooled Industrial Efficient Vacuum Booster System offers a cutting-edge solution for reclaiming valuable solvents in industrial settings. Designed for high performance, its air-cooled mechanism ensures reliable operation without the need for water, simplifying installation and reducing utility costs. The integrated vacuum booster significantly enhances efficiency, accelerating the recovery process and achieving higher purity levels. This robust system is ideal for various industrial applications, minimizing solvent waste, reducing environmental impact, and delivering substantial operational savings through improved resource utilization. It represents a smart investment for sustainable and cost-effective solvent management.Exceptional Recovery Efficiency
Harnessing up to 99% solvent recovery, this vacuum booster system guarantees maximum value from your process streams. Its advanced design ensures effective capture and reuse of solvents, reducing waste and boosting sustainability in demanding industrial operations.
Reliable, Safe, and Compliant Operations
Certified to ISO and CE standards, this system integrates overload, overheat, and high-pressure protection, making safety paramount. The compact, skid-mounted design is fully plug-and-play, ensuring hassle-free installation in a range of industrial environments, regardless of temperature or humidity.
Versatile and Customizable for Diverse Industries
Engineered for use in pharmaceuticals, oil & gas, chemicals, petrochemicals, food & beverage, and more, this vacuum booster system meets a wide array of application requirements. Material, seal type, and connection sizes are fully customizable for specific process needs, ensuring high adaptability and consistent performance.
FAQ's of New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System:
Q: How does the air-cooled vacuum booster system aid in solvent recovery?
A: The system utilizes a combination of air-cooled booster and Roots pump technology to create a high-efficiency vacuum environment. This process enables rapid capture and recovery of solvents from chemical or industrial vapors, improving yield and reducing losses.Q: What are the main benefits of using this vacuum booster system in industrial processes?
A: Key advantages include up to 99% recovery efficiency, oil-free operation for clean processing, low maintenance requirements, robust safety features (overload, overheat, and high-pressure protection), and flexible, easy installation thanks to the modular skid-mounted design.Q: When should I choose single-stage versus multi-stage vacuum operation?
A: Single-stage operation is ideal for processes requiring moderate vacuum levels, while multi-stage configurations are advantageous when deeper vacuum or higher throughput is needed. The choice depends on the specific requirements of your application and desired recovery efficiency.Q: Where can this vacuum booster system be installed, and what are the ambient conditions?
A: This plug-and-play skid unit is suitable for installation in a wide variety of industrial settings including chemical, pharmaceutical, and food & beverage plants. It operates reliably in ambient temperatures ranging from -5C to 45C and working temperatures of 5C to 60C.Q: What process steps are involved from installation to commissioning?
A: Installation is straightforward: position the floor/skid-mounted unit, connect via flanged or threaded interfaces, integrate the desired control system (PLC, panel, manual), and initiate operation using soft start or direct start mode. The unit is designed for fast commissioning and minimal on-site adjustment.Q: How is maintenance handled and what is the expected service life of the system?
A: Routine maintenance is minimized due to the oil-free, modular design. Regular inspections of seals and monitoring of system parameters via the digital interface are all that's typically required. The robust build ensures a service life exceeding 10 years under standard industrial conditions.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email
Name
Comapny Name
Phone Number
Email Id
City / State
Confirm Your Requirement
Verification Code
Did not receive yet?
Resend OTP

You’re Done!
We have received your requirements and will reply shortly with the best price.
Products You May Like
More Products in Vacuum Pump Category

Oil seal vacuum pump
Minimum Order Quantity : 1 Unit
Head Size : 38 mm to 60 mm
Control System : Manual / Automatic
Features : High vacuum capability, low maintenance, corrosion resistant
Speed : 1400 rpm / 2800 rpm
Working Temperature : 5C to 80C

Repair Deodorization 0.001Torr Three Stage Compact Vacuum Pump
Minimum Order Quantity : 1 Unit
Head Size : Compact
Control System : Manual
Features : Low Noise, Compact Design, High Vacuum, Durable
Speed : 2800 RPM
Working Temperature : 10C to 50C
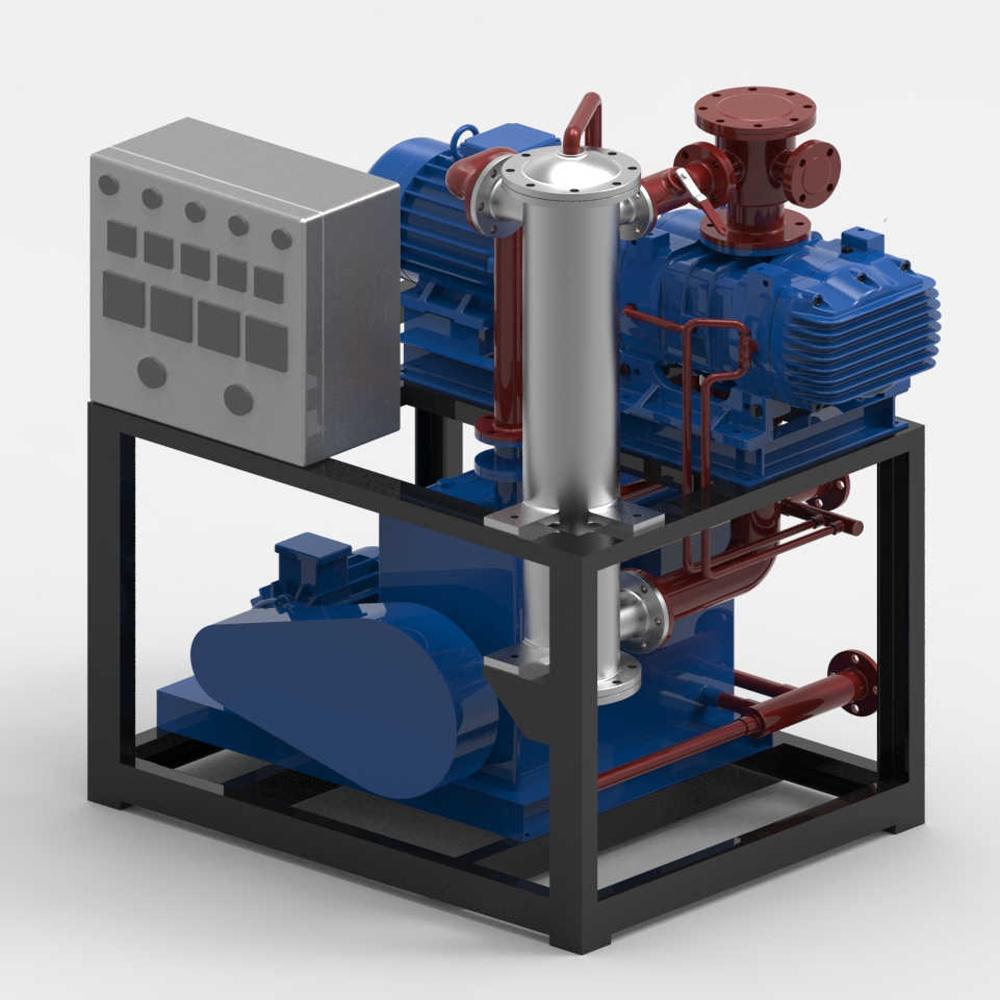

New Solvent Recovery Air Cooled Industrial Efficient Vacuum Boster System
×
Add a mobile number to receive call from "WHIRLER CENTRIFUGALS PVT. LTD."
×
Enter OTP
×
Share additional details for a quick response
×
Thank You!
Thank You for your valuable time. We have received your details and will get back to you shortly.

Contact Details
WHIRLER CENTRIFUGALS PVT. LTD.
GST : 24AAACW1729R1ZX
GST : 24AAACW1729R1ZX
1213, Phase-3, G.I.D.C. Vatva, Ahmedabad - 382445, Gujarat, India
Phone :08045475464

|
 |
WHIRLER CENTRIFUGALS PVT. LTD.
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
